Hoe Vacuümthermovormen Transformeert de productie van kunststof
Inleiding tot vacuümthermovormen: Principes en terminologie
Dit artikel introduceert de basisprincipes en relevante terminologie van vacuümthermovormen en helpt lezers te begrijpen hoe het thermovormproces werkt.
1. Principe van Vacuümthermovormen
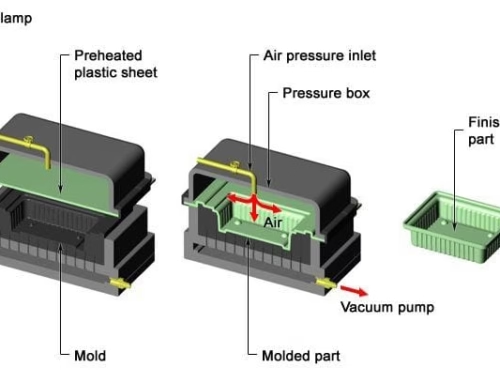
Vacuümthermovormen is een warmtevormproces waarbij thermoplastische platen worden gebruikt om open schaalproducten te maken. Het proces houdt in dat de kunststofplaten op een specifieke maat worden gesneden, dat ze worden verwarmd om zacht te worden en dat er vervolgens een drukverschil of mechanische druk aan beide zijden van de plaat wordt gebruikt om de plaat vorm te geven en te laten hechten aan een specifieke mal. Daarna wordt het product afgekoeld en bijgesneden.
Deze vormmethode vertrouwt op vacuümkracht om de plaat uit te rekken en te vervormen. De vacuümkracht is gemakkelijk te implementeren, te controleren en aan te passen, waardoor eenvoudig vacuümvormen de vroegste en meest gebruikte methode in thermovormen is.

2. Vacuüm niet-vormvorming
Het proces van vacuümvormen zonder vormen wordt getoond in Fig. 2-2. De plaat wordt verwarmd tot de vereiste temperatuur, op een klemring geplaatst en dan samengedrukt door een persring. De klep van de vacuümpomp wordt geopend om lucht af te zuigen, waarbij het vacuümniveau wordt geregeld door een foto-elektrische buis. Dit gaat door totdat de plaat de gewenste vormdiepte heeft bereikt. Omdat het product bij deze methode geen matrijsoppervlak raakt, heeft het een hoogglansafwerking zonder defecten. Als de kunststof transparant is, heeft het product een minimale lichtabsorptie en transparantie, waardoor het geschikt is voor onderdelen zoals instrumentdeksels en zonnedaken in vliegtuigen.
Het vacuüm vormloos vormen kan echter alleen de mate van uitrekking en de vorm van de omtrek van het onderdeel veranderen en is ongeschikt voor complexe vormen. Bovendien neemt de dikte in het midden van de plaat af naarmate de rek toeneemt, dus in de werkelijke productie moet de rekverhouding (H/D) over het algemeen minder zijn dan 75%.
Ervaren operators moeten het vacuümniveau aanpassen om de gewenste contouren en maatvastheid te verkrijgen.
3. Vacuümvormen met mannelijke (convex) en vrouwelijke (concave) mallen
Bij vacuümthermovormen raakt het verhitte materiaal slechts één kant van de mal. Dit betekent dat de kant van het materiaal die de mal raakt, de exacte oppervlaktecontour van de mal heeft. De vorm en afmetingen van de niet-contactzijde hangen uitsluitend af van de dikte van het materiaal. Het vormproces kan worden verdeeld in mannelijke vorm (convex) en vrouwelijke vorm (concaaf), afhankelijk van welke kant van de mal het materiaal raakt.

Vormloos vacuümvormapparaat

Wanddikteverdeling van vormloos vacuümvormen
| Vormen | Enkelvoudige mannelijke schimmel | Enkelvoudige vrouwelijke schimmel | Vervormen met behulp van plunjer |
|---|---|---|---|
| Toelaatbare rekverhouding | >0.5 | >1 | >1 |
Tabel - Toelaatbare rekverhouding voor verschillende mallen
Mannelijke vormen
Het vacuümvormen van mannelijke vormen wordt geïllustreerd in Fig. 2-4. Deze methode is voordelig voor het produceren van producten met grote wanddiktes en dieptes. De belangrijkste kenmerken van de producten zijn: de kant die in contact komt met de vormholte heeft een hogere kwaliteit en fijnere details, met het dikste deel aan de bovenkant van de mannelijke mal en het dunste deel op de kruising van de zijkant en de onderkant van de mal. Dit gebied wordt het laatst gevormd en de producten hebben vaak striae en koelingsstrepen aan de zijkanten door het afkoelingsproces.

2-4
Vrouwelijke vormen
The vacuum female mold forming process is shown in Fig. 2-5. The products formed by this method also have fine details and higher quality on the mold-cavity-contacting surface, with the thickest part at the bottom of the cavity and the thinnest at the intersection of the side and bottom. As the cavity depth increases, the thickness at the corners of the product's bottom becomes thinner. Therefore, this method is not suitable for producing very deep products.

2-5
Bij het vormen van mannelijke mallen zijn de binnenafmetingen van het product zeer nauwkeurig omdat ze in direct contact staan met het dieptrekgereedschap. Bij vrouwelijke vormen daarentegen zijn de buitenafmetingen nauwkeuriger, omdat het buitenoppervlak in contact is met de matrijs.

1-dik gedeelte; 2-dun gedeelte; 3-binnenmaat van het eindproduct; 4-buitenmaat
Problemen met mannelijke vormen
- Bij gebruik van mallen met grote hoekhoeken, vooral als de afstand tussen de mal en het spanraam groot is, kunnen rimpels ontstaan.
- Er verschijnen vaak verkoelende strepen in de hoeken.
- Ongelijke wanddikte bij de flens.
- Moeilijk loslaten van de vorm door onvoldoende helling van de zijwand.
- Er kunnen kleine openingen ontstaan tussen het inzetstuk en het spanraam.
- Dikkere randen.
- Gelijkmatige randdikte.
- Dunnere hoeken.
- Vrouwelijke mallen laten over het algemeen beter los.
- Vrouwelijke mallen zijn meestal duurder dan mannelijke mallen. De meeste nadelige effecten kunnen echter geminimaliseerd worden door de juiste verwerkingsmethoden te gebruiken.

1-Koelsporen; 2-Rimpels; 3-Dunne delen; 4-Dikke delen

1-Uniforme rand; 2.Thin hoek
4. Basisuitrusting voor dieptrekmachines
1.Clamping apparatuur
Tijdens het thermovormen wordt de kunststofplaat op zijn plaats gehouden met kleminrichtingen. In universele en samengestelde dieptrekmachines worden kleminrichtingen gebruikt die geschikt zijn voor verschillende plaatafmetingen. Deze kunnen van het frame-type of van het petal-type zijn.
2.Verwarmingsapparatuur
Een van de primaire processen bij thermovormen is het verwarmen van de thermoplastische platen tot een zachte, vormbare toestand. Veelgebruikte verwarmingsapparatuur bestaat uit elektrische verwarmers, kristalstralers en infraroodverwarmers.
3.Vacuümapparatuur
Het vacuümsysteem bestaat uit vacuümpompen, opslagtanks, kleppen, leidingen en vacuümmeters. Voor thermovormen worden meestal speciale vacuümpompen gebruikt, met een vacuümdruk van 0,07-0,09 MPa (520mmHg) of hoger.
4.Persluchtapparatuur
Pneumatische systemen in dieptrekmachines bestaan uit compressoren, opslagtanks en luchttoevoerventielen die perslucht van 0,6-0,7 MPa leveren.
5.Koelapparatuur
Om de productie-efficiëntie te verbeteren, worden producten vaak gekoeld voordat ze uit de matrijs komen. Het koelen kan gebeuren met interne koelspoelen in de matrijs of met externe lucht- of waterkoeling.
6.Schimmel Vrijgave-uitrusting
Het losmaken van de mal gebeurt mechanisch of door luchtdruk toe te passen om het gevormde product los te maken van het maloppervlak.
7.Controleapparatuur
Het besturingssysteem beheert verschillende parameters in het thermovormproces, zoals vacuümniveaus, temperatuur en druk, via handmatige, elektrisch-mechanische of computergestuurde systemen.
5. Effectieve vervormingsdruk bij thermovormen
De precisie van een vacuümgevormd product hangt voornamelijk af van de effectieve contactdruk tussen de verwarmde plaat en de mal. De effectieve contactdruk combineert de contactdruk die wordt gegenereerd tijdens het voorrekken en de druk die wordt gecreëerd door het vacuüm of de mechanische druk van de plunjer. In andere gebieden maakt het materiaal geen contact met de mal en wordt de effectieve contactdruk bepaald door het verschil tussen de vervormingsdruk en de tegendruk van het materiaal.
Voor omvormen in mannelijke vorm is de typische vormdruk 0,2-0,3 MPa (2-3 bar) voor grote onderdelen en tot 0,7 MPa (7 bar) voor kleinere onderdelen. Voor vacuümvormen zijn de vormdrukken relatief laag en voornamelijk afhankelijk van de atmosferische druk.

6. Warmvormzone, snijzone en klemranden
Het gebied binnen het spanraam wordt het omvormgebied genoemd. Het snijgebied verwijst naar het gebied waar rek optreedt tijdens het vormen. De spanrand moet verwarmd worden tot boven de glasovergangstemperatuur (Tg) van het materiaal als de rand niet onmiddellijk na het vormen gesneden moet worden.

7. Thermovormen Afvaloppervlak en afvalverhouding
Het beheren van afvalmateriaal is essentieel voor kostenbeheersing. Het afvalgebied omvat meestal het gebied rond de klemrand en het materiaal dat overblijft na het vormen.
Voorbeeld:
- Initieel bladformaat:610 mm x 1200 mm
- Grootte van het gevormde product (na bijsnijden):440 mm x 960 mm
- Berekening afvalverhouding:4%
Vormgebied en snijgebied
- a. Voor het omvormen van mannelijke mallen is het omvormgebied gelijk aan het snijgebied.
- b. Bij het vacuümvormen van mannelijke vormen wordt het snijgebied verkleind door het effect van het extra beschermelement.
- c. Bij het vormen van vrouwelijke vormen wordt het verwerkingssnijvlak gespecificeerd.
L - B - Vormingsgebied
L1 - B1 - Snijgebied
? - Klemrand
E - Rekstartpunt in mannelijke vorm (waar wanddikte verandert)
Afbeelding 2-12: Schema van rechthoekig doosmateriaalproduct (Rechterzijde toont het afgewerkte product na bijsnijden)
AB - Schimmelbodemoppervlak
C - Hoogte
L1 en L2 - Lengte van schimmelverlenging tot plaatrand
D - Klemrand



Afvalmateriaal van vellen
Het afvalmateriaal van de plaat bestaat uit het gebied van de klemrand en het materiaal dat overblijft na het vormen en strekken van het product. De primaire focus ligt op het berekenen van de hoeveelheid randmateriaal die overblijft na het strekken en vormen van het product.
Opmerking: Vacuümvormsnijgebied - Het trimgebied van het product.
Berekening op basis van de volgende formule:
Vormgebied = (610−20×2)(1200−20×2)(430×950+430×200×2+950×200×2)+[(610−20×2)(1200−20×2)−430×950]\frac
= 66120 / 1174720 = 0.056
Afvalgebied = 0.056 × [(610 – 20×2)(1200 – 20×2) – 440×960] + [610×1200 – (610 – 20×2)(1200 – 20×2)] = 142353.2 mm²
Verhouding afval = 142353,2 / (610×1200) = 0,194 of 19,4%
8. Ontluchtingsgaten en -groeven in thermovormen
Om ingesloten lucht tussen het materiaal en de mal te verwijderen tijdens het vacuümvormen, moeten mallen ontworpen worden met ontluchtingsgaten of groeven om lucht te laten ontsnappen.
9. Hoek van de gietvorm
De trekhoek van de matrijs is de hoek die nodig is voor de zijwanden van de matrijs om het gevormde product gemakkelijk te kunnen verwijderen. De trekhoek moet zo groot mogelijk zijn om vervorming tijdens het lossen te voorkomen en de vormingstijd te verkorten.
 X. Vacuümvormverhouding en strekverhouding
X. Vacuümvormverhouding en strekverhouding