Jak Termoformowanie próżniowe Przekształca produkcję tworzyw sztucznych
Wprowadzenie do termoformowania próżniowego: Zasady i terminologia
Ten artykuł wprowadza podstawowe zasady i odpowiednią terminologię termoformowania próżniowego, pomagając czytelnikom zrozumieć, jak działa proces termoformowania.
1. Zasada Termoformowanie próżniowe
Termoformowanie próżniowe to proces formowania termicznego, który wykorzystuje arkusze termoplastyczne do tworzenia produktów z otwartą powłoką. Proces ten polega na przycięciu plastikowych arkuszy do określonego rozmiaru, podgrzaniu ich w celu zmiękczenia, a następnie wykorzystaniu różnicy ciśnień lub nacisku mechanicznego po obu stronach arkusza, aby nadać mu kształt i sprawić, by przylegał do określonej formy. Następnie produkt jest schładzany i przycinany.
Ta metoda formowania polega na wykorzystaniu siły podciśnienia do rozciągania i odkształcania arkusza. Siła podciśnienia jest łatwa do wdrożenia, kontrolowania i regulacji, dzięki czemu proste formowanie próżniowe jest najwcześniejszą i najczęściej stosowaną metodą w termoformowaniu.

2. Formowanie próżniowe bez użycia formy
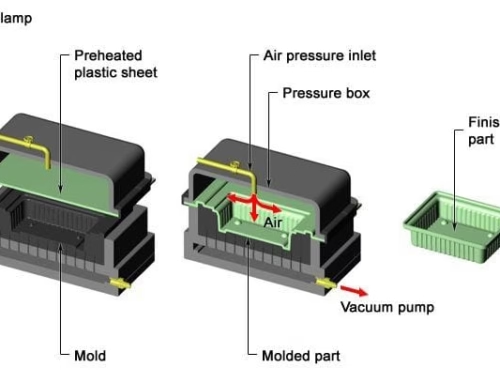
Proces formowania próżniowego bez użycia formy pokazano na Rys. 2-2. Arkusz jest podgrzewany do wymaganej temperatury, umieszczany na pierścieniu zaciskowym, a następnie ściskany przez pierścień dociskowy. Zawór pompy próżniowej jest otwierany w celu usunięcia powietrza, a poziom próżni jest kontrolowany przez lampę fotoelektryczną. Proces ten jest kontynuowany, aż arkusz osiągnie pożądaną głębokość formowania. Ponieważ w tej metodzie produkt nie dotyka żadnej powierzchni formy, ma wykończenie o wysokim połysku bez wad. Jeśli tworzywo sztuczne jest przezroczyste, produkt będzie miał minimalną absorpcję światła i przezroczystość, dzięki czemu nadaje się do części takich jak pokrywy instrumentów i szyberdachy w samolotach.
Jednak formowanie próżniowe bez użycia formy może zmienić tylko zakres rozciągania i kształt konturu części i nie nadaje się do złożonych kształtów. Dodatkowo, wraz ze wzrostem rozciągania, grubość w środku arkusza zmniejsza się, więc w rzeczywistej produkcji współczynnik rozciągania (H/D) powinien być generalnie mniejszy niż 75%.
Wykwalifikowani operatorzy są zobowiązani do regulacji poziomu podciśnienia w celu uzyskania pożądanych konturów i spójności wymiarowej.
3. Formowanie próżniowe z użyciem form męskich (wypukłych) i żeńskich (wklęsłych)
W termoformowaniu próżniowym podgrzany materiał styka się tylko z jedną stroną formy. Oznacza to, że strona materiału stykająca się z formą będzie miała dokładny kontur powierzchni formy. Kształt i wymiary strony bezkontaktowej zależą wyłącznie od grubości materiału. Proces formowania można podzielić na formowanie męskie (wypukłe) i formowanie żeńskie (wklęsłe) w zależności od tego, której strony formy dotyka materiał.

Bezformowe urządzenie do formowania próżniowego

Rozkład grubości ścianek przy bezformowym formowaniu próżniowym
| Formowanie formy | Pojedyncza forma męska | Pojedyncza forma żeńska | Formowanie wspomagane przez tłok |
|---|---|---|---|
| Dopuszczalny współczynnik rozciągnięcia | >0.5 | >1 | >1 |
Tabela - Dopuszczalne współczynniki rozciągania dla różnych form
Formowanie form męskich
Proces formowania próżniowego formy męskiej zilustrowano na rys. 2-4. Metoda ta jest korzystna w przypadku wytwarzania produktów o dużych grubościach i głębokościach ścianek. Główne cechy produktów są następujące: strona stykająca się z gniazdem formy ma wyższą jakość i drobniejsze szczegóły, z najgrubszą częścią na górze formy męskiej i najcieńszą częścią na przecięciu boku i dna formy. Obszar ten jest formowany jako ostatni, a produkty często mają rozstępy i smugi po bokach z powodu procesu chłodzenia.

2-4
Formowanie żeńskich form
The vacuum female mold forming process is shown in Fig. 2-5. The products formed by this method also have fine details and higher quality on the mold-cavity-contacting surface, with the thickest part at the bottom of the cavity and the thinnest at the intersection of the side and bottom. As the cavity depth increases, the thickness at the corners of the product's bottom becomes thinner. Therefore, this method is not suitable for producing very deep products.

2-5
W przypadku formowania męskiego wymiary wewnętrzne produktu są bardzo precyzyjne, ponieważ są w bezpośrednim kontakcie z narzędziem do termoformowania. Z drugiej strony, w przypadku formowania żeńskiego, wymiary zewnętrzne są bardziej precyzyjne, ponieważ powierzchnia zewnętrzna styka się z formą.

1 - część gruba; 2 - część cienka; 3 - rozmiar wewnętrzny gotowego produktu; 4 - rozmiar zewnętrzny
Problemy z formowaniem form męskich
- W przypadku korzystania z form o wysokich kątach narożników, zwłaszcza gdy odległość między formą a ramą zaciskową jest duża, mogą powstawać zmarszczki.
- W rogach często pojawiają się smugi chłodzące.
- Nierówna grubość ścianki przy kołnierzu.
- Trudności w uwalnianiu formy z powodu niewystarczającego nachylenia ścian bocznych.
- Między wkładką a ramą mocującą mogą powstać niewielkie szczeliny.
- Grubsze krawędzie.
- Jednolita grubość krawędzi.
- Cieńsze narożniki.
- Formy żeńskie mają zazwyczaj lepsze uwalnianie.
- Formy żeńskie są zazwyczaj droższe niż formy męskie. Jednak większość negatywnych skutków można zminimalizować, stosując odpowiednie metody przetwarzania.

1 - Ślady chłodzenia; 2 - Zmarszczki; 3 - Cienkie części; 4 - Grube części

1 - Jednolita krawędź; 2 - Cienki narożnik
4. Podstawowe wyposażenie maszyn do termoformowania
1. sprzęt zaciskowy
Podczas termoformowania arkusz tworzywa sztucznego jest mocowany za pomocą urządzeń zaciskowych. W maszynach do termoformowania ogólnego przeznaczenia i maszynach do termoformowania kompozytów stosowane są urządzenia mocujące, które mogą pomieścić arkusze o różnych rozmiarach. Mogą one być typu ramowego lub płatkowego.
2.Sprzęt grzewczy
Jednym z podstawowych procesów termoformowania jest podgrzewanie arkuszy termoplastycznych do stanu miękkiego, nadającego się do formowania. Typowe urządzenia grzewcze obejmują grzejniki elektryczne, grzejniki kryształowe i promienniki podczerwieni.
3.Sprzęt próżniowy
System próżniowy składa się z pomp próżniowych, zbiorników magazynowych, zaworów, rur i mierników próżni. Termoformowanie zazwyczaj wykorzystuje dedykowane pompy próżniowe o ciśnieniu próżniowym 0,07-0,09 MPa (520 mmHg) lub wyższym.
4.Sprzęt do sprężonego powietrza
Systemy pneumatyczne w maszynach do termoformowania obejmują sprężarki, zbiorniki magazynowe i zawory zasilania powietrzem, dostarczające sprężone powietrze o ciśnieniu 0,6-0,7 MPa.
5. urządzenia chłodzące
Aby poprawić wydajność produkcji, produkty są często chłodzone przed wypuszczeniem z formy. Chłodzenie może odbywać się za pomocą wewnętrznych wężownic chłodzących w formie lub zewnętrznego chłodzenia powietrzem lub wodą.
6.Sprzęt do uwalniania form
Uwalnianie z formy odbywa się za pomocą środków mechanicznych lub poprzez zastosowanie ciśnienia powietrza w celu odłączenia uformowanego produktu od powierzchni formy.
7.Urządzenia sterujące
System sterowania zarządza różnymi parametrami w procesie termoformowania, w tym poziomami próżni, temperaturą i ciśnieniem, za pomocą systemów ręcznych, elektryczno-mechanicznych lub sterowanych komputerowo.
5. Efektywne ciśnienie formowania w termoformowaniu
Precyzja produktu formowanego próżniowo zależy przede wszystkim od efektywnego docisku pomiędzy rozgrzaną blachą a formą. Efektywne ciśnienie formowania łączy ciśnienie kontaktowe generowane podczas wstępnego rozciągania i ciśnienie formowania wytwarzane przez próżnię lub ciśnienie mechaniczne z tłoka. W innych regionach materiał nie styka się z formą, a efektywne ciśnienie kontaktowe jest określane przez różnicę między ciśnieniem formowania a ciśnieniem zwrotnym materiału.
W przypadku formowania męskiego, typowe ciśnienie formowania wynosi 0,2-0,3 MPa (2-3 bar) dla dużych części i do 0,7 MPa (7 bar) dla mniejszych części. W przypadku formowania próżniowego ciśnienia formowania są stosunkowo niskie i zależą głównie od ciśnienia atmosferycznego.

6. Obszar termoformowania, obszar cięcia i krawędzie zaciskowe
Obszar wewnątrz ramy zaciskowej jest określany jako obszar formowania. Obszar cięcia odnosi się do obszaru, w którym występuje rozciąganie podczas formowania. Krawędź zaciskowa musi zostać podgrzana do temperatury powyżej temperatury zeszklenia (Tg) materiału, jeśli krawędź nie ma zostać odcięta natychmiast po formowaniu.

7. Obszar odpadów termoformowania i współczynnik odpadów
Zarządzanie odpadami ma kluczowe znaczenie dla kontroli kosztów. Obszar odpadów zazwyczaj obejmuje obszar krawędzi zaciskowej i materiał pozostały po formowaniu.
Przykład:
- Początkowy rozmiar arkusza:610 mm x 1200 mm
- Rozmiar uformowanego produktu (po przycięciu):440 mm x 960 mm
- Obliczanie współczynnika odpadów:4%
Obszar formowania i obszar cięcia
- a. W przypadku formowania w formie męskiej obszar formowania jest równy obszarowi cięcia.
- b. W przypadku próżniowego formowania męskiego obszar cięcia jest zmniejszony ze względu na działanie dodatkowego elementu ochronnego.
- c. W przypadku formowania form żeńskich określony jest obszar cięcia.
L - B - Obszar formowania
L1 - B1 - Obszar cięcia
? - Krawędź zaciskowa
E - Punkt początkowy rozciągania w formowaniu męskim (gdzie zmienia się grubość ścianki)
Ilustracja 2-12: Schemat prostokątnego produktu z materiału pudełkowego (prawa strona przedstawia gotowy produkt po przycięciu)
AB - Powierzchnia dna formy
C - Wysokość
L1 i L2 - Długość przedłużenia formy do krawędzi arkusza
D - Krawędź zaciskowa



Materiał odpadowy arkuszy
Materiał odpadowy arkusza składa się z obszaru krawędzi zaciskowej i pozostałego materiału po uformowaniu i rozciągnięciu produktu. Głównym celem jest obliczenie ilości materiału krawędziowego pozostałego po rozciągnięciu i uformowaniu produktu.
Uwaga: Vacuum Forming Cutting Area - obszar przycinania produktu.
Obliczenia na podstawie następującego wzoru:
Obszar formowania/formy = (610−20×2)(1200−20×2)(430×950+430×200×2+950×200×2)+[(610−20×2)(1200−20×2)−430×950]\frac
= 66120 / 1174720 = 0.056
Obszar odpadów = 0.056 × [(610 – 20×2)(1200 – 20×2) – 440×960] + [610×1200 – (610 – 20×2)(1200 – 20×2)] = 142353.2 mm²
Współczynnik odpadów = 142353,2 / (610×1200) = 0,194 lub 19,4%
8. Otwory wentylacyjne i rowki w termoformowaniu
Aby usunąć powietrze uwięzione między materiałem a formą podczas formowania próżniowego, formy muszą być zaprojektowane z otworami wentylacyjnymi lub rowkami, aby umożliwić ucieczkę powietrza.
9. Kąt zanurzenia formy
Kąt zanurzenia formy to kąt wymagany dla ścian bocznych formy, aby ułatwić łatwe usuwanie uformowanego produktu. Kąt zanurzenia powinien być jak największy, aby zapobiec deformacji podczas uwalniania i skrócić czas formowania.
 X. Współczynnik formowania próżniowego i współczynnik rozciągania
X. Współczynnik formowania próżniowego i współczynnik rozciągania