どのように 真空熱成形 プラスチック製造を変える
真空熱成形入門:原理と用語
この記事では、真空熱成形の基本原理と関連用語を紹介し、読者が熱成形プロセスの仕組みを理解するのに役立つ。
1.原則 真空熱成形
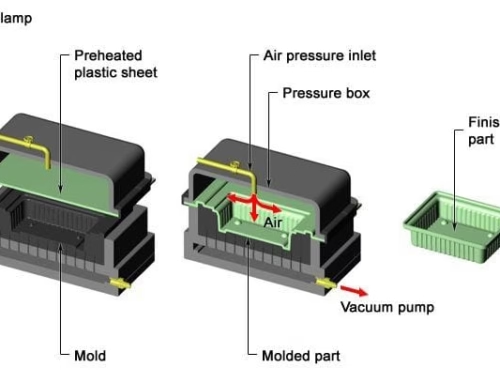
真空熱成形は、熱可塑性プラスチックシートを使ってオープンシェル製品を作る熱成形プロセスである。このプロセスでは、プラスチックシートを特定のサイズに切断し、加熱して軟化させた後、シートの両面に圧力差または機械的圧力をかけて成形し、特定の金型に密着させる。その後、製品は冷却され、トリミングされる。
この成形法は、真空の力を利用してシートを伸ばし、変形させる。真空の力は導入、制御、調整が容易であるため、単純な真空成形は熱成形において最も早く、最も広く使われている方法である。

2.真空ノーモールド成形
真空ノーモールド成形の工程を図2-2に示す。シートは必要な温度に加熱され、クランプリングの上に置かれ、プレスリングで圧縮される。真空ポンプのバルブを開いて空気を抜き、光電管で真空度を制御する。これは、シートが所望の形成深度に達するまで続けられる。この方法では製品が金型表面に触れないため、欠陥のない光沢のある仕上がりになる。透明なプラスチックであれば、光の吸収が少なく透明度が高いため、航空機の計器カバーやサンルーフなどの部品に適している。
しかし、真空ノーモールド成形では、延伸範囲と部品の外形形状しか変えることができず、複雑な形状には不向きである。また、延伸が進むとシート中央部の厚みが減少するため、実際の生産では延伸倍率(H/D)は75%以下が一般的である。
熟練したオペレーターは、希望の輪郭と寸法の一貫性を得るために真空レベルを調整する必要がある。
3.雄型(凸型)と雌型(凹型)による真空成形
真空熱成形では、加熱された材料は金型の片面にしか接触しません。つまり、金型に接触する側の材料は、金型の正確な表面輪郭を持つことになります。非接触側の形状と寸法は、材料の厚さのみに依存する。成形工程は、材料が金型のどちらの面に接触するかによって、雄型(凸型)成形と雌型(凹型)成形に分けられる。

金型レス真空成形装置

金型レス真空成形の肉厚分布
| 成形金型 | シングル・オス型 | シングル女性金型 | プランジャーによる成形補助 |
|---|---|---|---|
| 許容ストレッチ率 | >0.5 | >1 | >1 |
表-異なる金型に対する許容延伸比
雄型成形
真空オス型成形法を図2-4に示す。この方法は、肉厚や深さの大きな製品の製造に有利である。製品の主な特徴としては、金型キャビティに接する側がより高品質で細密であり、雄型の上面が最も厚く、側面と底面の交点が最も薄い。この部分は最後に成形されるため、製品には冷却の過程で側面にストレッチマークや冷却筋ができることが多い。

2-4
雌型成形
The vacuum female mold forming process is shown in Fig. 2-5. The products formed by this method also have fine details and higher quality on the mold-cavity-contacting surface, with the thickest part at the bottom of the cavity and the thinnest at the intersection of the side and bottom. As the cavity depth increases, the thickness at the corners of the product's bottom becomes thinner. Therefore, this method is not suitable for producing very deep products.

2-5
雄型成形の場合、製品の内寸法は熱成形金型と直接接触するため、精度が高い。一方、雌型成形では、外面が金型に接触するため、外形寸法はより高精度となる。

1厚い部分、2薄い部分、3完成品の内側サイズ、4外側サイズ
オス型成形の問題点
- コーナー角度の高い金型を使用する場合、特に金型とクランプフレームとの間の距離が大きい場合、しわができることがある。
- コーナーにはしばしば冷却の筋が現れる。
- フランジの肉厚が不均一。
- サイドウォールの傾斜不足による離型の困難さ。
- インサートとクランプフレームの間に小さな隙間ができることがある。
- エッジが厚い。
- 均一なエッジの厚さ。
- コーナーが薄い。
- 一般的に女性型の方が離型性が良い。
- 雌型は一般的に雄型よりも高価である。しかし、適切な加工方法を用いることで、ほとんどの悪影響は最小限に抑えることができる。

1-冷却マーク、2-しわ、3-薄い部分、4-厚い部分

1-均一なエッジ、2.薄いコーナー
4.熱成形機の基本設備
1.クランプ装置
熱成形の際、プラスチックシートはクランプ装置で固定される。汎用熱成形機や複合熱成形機では、様々なシートサイズに対応したクランプ装置が使用される。クランプ装置には、フレームタイプとペタルタイプがある。
2.加熱装置
熱成形の主な工程のひとつは、熱可塑性樹脂シートを加熱して柔らかく成形可能な状態にすることである。一般的な加熱装置には、電気ヒーター、クリスタルラジエーター、赤外線ヒーターなどがある。
3.真空装置
真空システムは、真空ポンプ、貯蔵タンク、バルブ、パイプ、真空計で構成される。熱成形では通常、専用の真空ポンプを使用し、真空圧は0.07~0.09MPa(520mmHg)以上である。
4.圧縮空気装置
熱成形機の空気圧システムには、コンプレッサー、貯蔵タンク、空気供給弁が含まれ、0.6~0.7MPaの圧縮空気を供給する。
5.冷却装置
生産効率を高めるため、製品は金型から出す前に冷却されることが多い。冷却には、金型内の内部冷却コイルを使用する方法と、外部の空冷や水冷を使用する方法がある。
6.離型装置
離型は、機械的手段または空気圧を利用して、成形品を金型表面から剥離させる。
7.制御装置
制御システムは、真空レベル、温度、圧力など、熱成形プロセスにおけるさまざまなパラメーターを、手動、電気機械式、またはコンピューター制御システムによって管理する。
5.熱成形における有効成形圧力
真空成形品の精度は、主に加熱されたシートと金型との間の有効接触圧力に依存する。有効成形圧力は、予備延伸中に発生する接触圧力と、真空またはプランジャーからの機械的圧力によって生じる成形圧力を組み合わせたものです。他の領域では、材料は金型に接触せず、有効接触圧力は成形圧力と材料からの逆圧力の差によって決定される。
雄型成形の場合、典型的な成形圧力は、大型部品で0.2~0.3MPa(2~3bar)、小型部品で0.7MPa(7bar)までである。真空成形の場合、成形圧力は比較的低く、主に大気圧に依存する。

6.熱成形エリア、切断エリア、クランプエッジ
クランプフレーム内の領域は成形領域と呼ばれる。切断領域とは、成形中に延伸が起こる領域を指す。クランプエッジを成形直後に切断しない場合は、材料のガラス転移温度(Tg)以上に加熱する必要がある。

7.熱成形の廃棄面積と廃棄率
廃材の管理は、コスト管理上極めて重要である。廃材エリアには通常、クランプエッジエリアと成形後に残った材料が含まれます。
例
- 最初のシートサイズ:610 mm x 1200 mm
- 成形品サイズ(トリミング後):440 mm x 960 mm
- 廃棄率計算:4%
成形エリアと切断エリア
- a.雄型成形の場合、成形面積は切断面積に等しい。
- b.真空雄型成形では、追加の保護要素の効果により、切断面積が減少する。
- c.雌型成形では、加工切断面積が規定される。
L - B - 成形エリア
L1 - B1 - カッティングエリア
? - クランプエッジ
E - 雄型成形におけるストレッチ開始点(肉厚が変化する部分)
図2-12:長方形箱素材製品の図(右側はトリミング後の完成品)
AB - 金型底面
C - 高さ
L1とL2 - 金型延長部からシート端までの長さ
D - クランプエッジ



シート廃材
シートの廃材は、クランプエッジ部分と、製品を成形し延伸した後の残材から構成される。主な焦点は、製品を延伸・成形した後に残る端材の量を計算することです。
注:Vacuum Forming Cutting Area - 製品のトリム部分。
以下の計算式に基づく:
成形/金型エリア (610−20×2)(1200−20×2)(430×950+430×200×2+950×200×2)+[(610−20×2)(1200−20×2)−430×950]\frac
= 66120 / 1174720 = 0.056
廃棄物エリア = 0.056 × [(610 – 20×2)(1200 – 20×2) – 440×960] + [610×1200 – (610 – 20×2)(1200 – 20×2)] = 142353.2 mm²
廃棄物比率 = 142353.2 / (610×1200) = 0.194 または 19.4%
8.熱成形における通気孔と溝
真空成形中に材料と金型の間に閉じ込められた空気を取り除くために、金型には空気を逃がすための通気孔や溝を設計しなければならない。
9.金型抜き勾配
抜き勾配とは、成形品を取り出しやすくするために金型の側壁に必要な角度のことである。抜き勾配は、離型時の変形を防ぎ、成形時間を短縮するためにできるだけ大きくする。
 X.真空成形比と延伸比
X.真空成形比と延伸比