Comment Thermoformage sous vide Transformer la fabrication du plastique
Introduction au thermoformage sous vide : Principes et terminologie
Cet article présente les principes de base et la terminologie pertinente du thermoformage sous vide, afin d'aider les lecteurs à comprendre le fonctionnement du processus de thermoformage.
1. Principe de Thermoformage sous vide
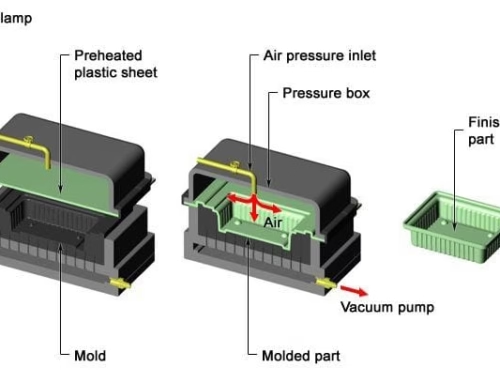
Le thermoformage sous vide est un procédé de thermoformage qui utilise des feuilles thermoplastiques pour créer des produits à coque ouverte. Le processus consiste à couper les feuilles de plastique à une taille spécifique, à les chauffer pour les ramollir, puis à utiliser une différence de pression ou une pression mécanique sur les deux côtés de la feuille pour la façonner et la faire adhérer à un moule spécifique. Le produit est ensuite refroidi et découpé.
Cette méthode de formage repose sur la force du vide pour étirer et déformer la feuille. La force du vide est facile à mettre en œuvre, à contrôler et à régler, ce qui fait du formage sous vide simple la méthode la plus ancienne et la plus répandue dans le domaine du thermoformage.

2. Formage sans moule sous vide
Le processus de formage sans moule sous vide est illustré à la figure 2-2. La feuille est chauffée à la température requise, placée sur un anneau de serrage, puis comprimée par un anneau de pression. La valve de la pompe à vide est ouverte pour extraire l'air, le niveau de vide étant contrôlé par un tube photoélectrique. Cette opération se poursuit jusqu'à ce que la feuille atteigne la profondeur de formation souhaitée. Comme le produit n'entre pas en contact avec la surface du moule dans cette méthode, il présente une finition très brillante et sans défauts. Si le plastique est transparent, le produit aura une absorption de lumière et une transparence minimales, ce qui le rendra approprié pour des pièces telles que les couvercles d'instruments et les toits ouvrants dans les avions.
Cependant, le formage sans moule sous vide ne peut modifier que l'étendue de l'étirement et la forme du contour de la pièce et n'est pas adapté aux formes complexes. En outre, à mesure que l'étirement augmente, l'épaisseur au centre de la feuille diminue, de sorte qu'en production réelle, le rapport d'étirement (H/D) doit généralement être inférieur à 75%.
Des opérateurs qualifiés sont nécessaires pour régler le niveau de vide afin d'obtenir les contours et la cohérence dimensionnelle souhaités.
3. Formage sous vide avec des moules mâles (convexes) et femelles (concaves)
Dans le cas du thermoformage sous vide, le matériau chauffé n'entre en contact qu'avec un seul côté du moule. Cela signifie que la face du matériau qui entre en contact avec le moule présente le contour exact de la surface du moule. La forme et les dimensions de la face sans contact dépendent uniquement de l'épaisseur du matériau. Le processus de formage peut être divisé en formage de moule mâle (convexe) et de moule femelle (concave) en fonction du côté du moule que le matériau touche.

Dispositif de formage sous vide sans moule

Distribution de l'épaisseur des parois lors du formage sous vide sans moule
| Formation d'un moule | Moule mâle simple | Moule femelle unique | Formage assisté par un piston |
|---|---|---|---|
| Rapport d'étirement admissible | >0.5 | >1 | >1 |
Tableau - Taux d'étirement admissibles pour différents moules
Moulage des mâles
Le processus de formage des moules mâles sous vide est illustré à la figure 2-4. Cette méthode est avantageuse pour la fabrication de produits dont les parois ont une épaisseur et une profondeur importantes. Les principales caractéristiques des produits sont les suivantes : le côté en contact avec la cavité du moule présente une qualité supérieure et des détails plus fins, la partie la plus épaisse se trouvant au sommet du moule mâle et la partie la plus fine à l'intersection du côté et du fond du moule. Cette zone est la dernière à se former et les produits présentent souvent des vergetures et des stries de refroidissement sur les côtés en raison du processus de refroidissement.

2-4
Formage de moules femelles
The vacuum female mold forming process is shown in Fig. 2-5. The products formed by this method also have fine details and higher quality on the mold-cavity-contacting surface, with the thickest part at the bottom of the cavity and the thinnest at the intersection of the side and bottom. As the cavity depth increases, the thickness at the corners of the product's bottom becomes thinner. Therefore, this method is not suitable for producing very deep products.

2-5
Pour le formage de moules mâles, les dimensions intérieures du produit sont très précises car elles sont en contact direct avec l'outil de thermoformage. En revanche, pour le formage de moules femelles, les dimensions extérieures sont plus précises, car la surface extérieure est en contact avec le moule.

1-partie épaisse ; 2-partie mince ; 3-dimension intérieure du produit fini ; 4-dimension extérieure
Problèmes liés au formage des moules mâles
- Lors de l'utilisation de moules avec des angles élevés, en particulier lorsque la distance entre le moule et le cadre de serrage est importante, des plis peuvent se former.
- Des stries de refroidissement apparaissent souvent dans les coins.
- Épaisseur inégale de la paroi au niveau de la bride.
- Difficulté de démoulage en raison d'une pente insuffisante des parois latérales.
- De petits espaces peuvent se former entre l'insert et le cadre de serrage.
- Bords plus épais.
- Épaisseur uniforme des bords.
- Coins plus fins.
- Les moules féminins ont généralement un meilleur démoulage.
- Les moules femelles sont généralement plus chers que les moules mâles. Toutefois, la plupart des effets négatifs peuvent être minimisés en utilisant les méthodes de traitement appropriées.

1-Marques de refroidissement ; 2-Rides ; 3-Parties fines ; 4-Parties épaisses

1-Bord uniforme ; 2-Coin fin
4. Équipement de base pour les machines de thermoformage
1. équipement de serrage
Lors du thermoformage, la feuille de plastique est fixée à l'aide de dispositifs de serrage. Dans les machines de thermoformage polyvalentes et composites, on utilise des dispositifs de serrage qui s'adaptent à différentes tailles de feuilles. Ils peuvent être de type cadre ou de type pétale.
2.Matériel de chauffage
L'un des principaux procédés de thermoformage consiste à chauffer les feuilles thermoplastiques jusqu'à ce qu'elles deviennent souples et modelables. Les équipements de chauffage les plus courants sont les radiateurs électriques, les radiateurs à cristaux et les radiateurs infrarouges.
3.Équipement de vide
Le système de vide se compose de pompes à vide, de réservoirs de stockage, de vannes, de tuyaux et de jauges à vide. Le thermoformage utilise généralement des pompes à vide dédiées, avec une pression de vide de 0,07-0,09 MPa (520 mmHg) ou plus.
4.Équipement d'air comprimé
Les systèmes pneumatiques des machines de thermoformage comprennent des compresseurs, des réservoirs de stockage et des vannes d'alimentation en air, fournissant de l'air comprimé à une pression de 0,6 à 0,7 MPa.
5. équipement de refroidissement
Pour améliorer l'efficacité de la production, les produits sont souvent refroidis avant d'être démoulés. Le refroidissement peut être effectué à l'aide de serpentins de refroidissement internes au moule ou à l'aide d'un refroidissement externe à l'air ou à l'eau.
6.Mold Équipement de déblocage
Le démoulage s'effectue par des moyens mécaniques ou par l'application d'une pression d'air pour détacher le produit formé de la surface du moule.
7.Équipement de contrôle
Le système de contrôle gère les différents paramètres du processus de thermoformage, notamment les niveaux de vide, la température et la pression, par le biais de systèmes manuels, électromécaniques ou contrôlés par ordinateur.
5. Pression de formage efficace dans le thermoformage
La précision d'un produit formé sous vide dépend principalement de la pression de contact effective entre la feuille chauffée et le moule. La pression de formage effective combine la pression de contact générée lors du pré-étirage et la pression de formage créée par le vide ou la pression mécanique du piston. Dans d'autres régions, le matériau n'entre pas en contact avec le moule et la pression de contact effective est déterminée par la différence entre la pression de formage et la contre-pression du matériau.
Pour le formage par moule mâle, les pressions de formage typiques sont de 0,2-0,3 MPa (2-3 bar) pour les grandes pièces, et jusqu'à 0,7 MPa (7 bar) pour les petites pièces. Pour le formage sous vide, les pressions de formage sont relativement faibles et dépendent principalement de la pression atmosphérique.

6. Zone de thermoformage, zone de coupe et bords de serrage
La zone située à l'intérieur du cadre de serrage est appelée zone de formage. La zone de découpe désigne la zone où se produit l'étirement pendant le formage. Le bord de serrage doit être chauffé à une température supérieure à la température de transition vitreuse (Tg) du matériau si le bord ne doit pas être coupé immédiatement après le moulage.

7. Surface et taux de déchets du thermoformage
La gestion des déchets est essentielle pour la maîtrise des coûts. La zone de déchets comprend généralement la zone du bord de serrage et le matériau restant après le formage.
Exemple :
- Taille initiale de la feuille :610 mm x 1200 mm
- Taille du produit formé (après rognage) :440 mm x 960 mm
- Calcul du taux de déchets :4%
Zone de formage et zone de coupe
- a. Pour le formage des moules mâles, la surface de formage est égale à la surface de coupe.
- b. Dans le cas du formage de moules mâles sous vide, la zone de coupe est réduite sous l'effet de l'élément de protection supplémentaire.
- c. Dans le cas du formage de moules femelles, la zone de coupe de transformation est spécifiée.
L - B - Zone de formation
L1 - B1 - Zone de coupe
? - Bord de serrage
E - Point de départ de l'étirement dans le formage du moule mâle (où l'épaisseur de la paroi change)
Figure 2-12 : Diagramme du produit matériel de la boîte rectangulaire (le côté droit montre le produit fini après découpage)
AB - Surface du fond du moule
C - Hauteur
L1 et L2 - Longueur de l'extension du moule jusqu'au bord de la feuille
D - Bord de serrage



Déchets de feuilles
Les déchets de la feuille se composent de la zone du bord de serrage et du matériau restant après le formage et l'étirement du produit. L'objectif principal est de calculer la quantité de matériau de bord restant après l'étirement et le formage du produit.
Note: Zone de découpe par formage sous vide - La zone de découpe du produit.
Calcul basé sur la formule suivante:
Zone de formage/moulage = (610−20×2)(1200−20×2)(430×950+430×200×2+950×200×2)+[(610−20×2)(1200−20×2)−430×950]\frac
= 66120 / 1174720 = 0.056
Zone de déchets = 0.056 × [(610 – 20×2)(1200 – 20×2) – 440×960] + [610×1200 – (610 – 20×2)(1200 – 20×2)] = 142353.2 mm²
Ratio de déchets = 142353,2 / (610×1200) = 0,194 ou 19,4%
8. Trous et rainures d'aération dans le thermoformage
Pour éliminer l'air emprisonné entre le matériau et le moule pendant le formage sous vide, les moules doivent être conçus avec des trous d'aération ou des rainures pour permettre à l'air de s'échapper.
9. Angle de dépouille du moule
L'angle de dépouille du moule est l'angle requis pour les parois latérales du moule afin de faciliter le démoulage du produit formé. L'angle de dépouille doit être aussi grand que possible pour éviter les déformations lors du démoulage et réduire le temps de formage.
 X. Rapport de formage sous vide et rapport d'étirement
X. Rapport de formage sous vide et rapport d'étirement