Wie Vakuum-Tiefziehen Transformiert die Kunststoffherstellung
Einführung in die Vakuumtiefziehtechnik: Grundsätze und Terminologie
In diesem Artikel werden die grundlegenden Prinzipien und die relevante Terminologie des Vakuumtiefziehens vorgestellt, damit der Leser versteht, wie das Tiefziehverfahren funktioniert.
1. Grundsatz der Vakuum-Tiefziehen
Die Vakuumtiefziehtechnik ist ein Wärmeformverfahren, bei dem thermoplastische Platten zur Herstellung von Produkten mit offener Schale verwendet werden. Bei diesem Verfahren werden die Kunststoffplatten auf eine bestimmte Größe zugeschnitten, zum Erweichen erhitzt und dann durch einen Druckunterschied oder mechanischen Druck auf beide Seiten der Platte geformt, so dass sie an einer bestimmten Form haftet. Anschließend wird das Produkt abgekühlt und zugeschnitten.
Bei dieser Formungsmethode wird die Platte durch Vakuum gestreckt und verformt. Die Vakuumkraft ist einfach zu implementieren, zu kontrollieren und einzustellen, was die einfache Vakuumformung zum frühesten und am weitesten verbreiteten Verfahren in der Thermoformung macht.

2. Vakuum No-Mold-Forming
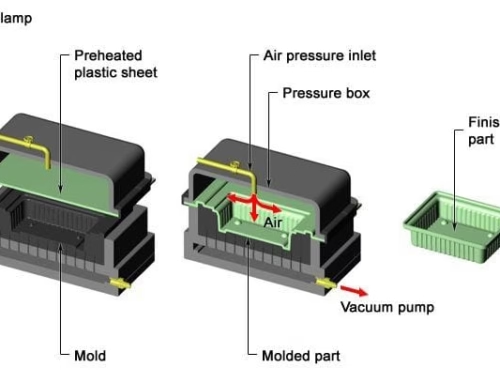
Das Verfahren der Vakuumformung ist in Abb. 2-2 dargestellt. Das Blech wird auf die gewünschte Temperatur erwärmt, auf einen Klemmring gelegt und dann durch einen Pressring zusammengepresst. Das Ventil der Vakuumpumpe wird geöffnet, um Luft abzusaugen, wobei das Vakuumniveau durch eine Lichtschranke kontrolliert wird. Dies geschieht so lange, bis die Platte die gewünschte Formationstiefe erreicht hat. Da das Produkt bei diesem Verfahren nicht mit der Oberfläche der Form in Berührung kommt, hat es eine hochglänzende Oberfläche ohne Fehler. Wenn der Kunststoff transparent ist, weist das Produkt eine minimale Lichtabsorption und Transparenz auf, so dass es sich für Teile wie Instrumentenabdeckungen und Schiebedächer in Flugzeugen eignet.
Das Vakuumformverfahren kann jedoch nur das Streckmaß und die Form des Umrisses des Teils ändern und ist für komplexe Formen ungeeignet. Außerdem nimmt mit zunehmender Streckung die Dicke in der Mitte des Blechs ab, so dass in der tatsächlichen Produktion das Streckverhältnis (H/D) in der Regel weniger als 75% betragen sollte.
Geschultes Personal ist erforderlich, um das Vakuumniveau so einzustellen, dass die gewünschten Konturen und Maßhaltigkeit erreicht werden.
3. Vakuumformen mit Patrizen (konvex) und Matrizen (konkav)
Beim Vakuumtiefziehen berührt das erhitzte Material nur eine Seite der Form. Das bedeutet, dass die Seite des Materials, die die Form berührt, genau die Oberflächenkontur der Form aufweist. Die Form und die Abmessungen der berührungsfreien Seite hängen ausschließlich von der Materialstärke ab. Je nachdem, welche Seite der Form das Material berührt, kann der Umformprozess in Patrizen- (konvex) und Matrizenform (konkav) unterteilt werden.

Formlose Vakuumformvorrichtung

Wanddickenverteilung beim formlosen Vakuumformen
| Formgebende Form | Einzelne männliche Form | Einzelne weibliche Form | Umformung mit Hilfe eines Stempels |
|---|---|---|---|
| Zulässiges Dehnungsverhältnis | >0.5 | >1 | >1 |
Tabelle - Zulässige Dehnungsverhältnisse für verschiedene Formen
Männliche Formgebung
Das Verfahren der Vakuum-Patrizenformung ist in Abb. 2-4 dargestellt. Dieses Verfahren ist vorteilhaft für die Herstellung von Produkten mit großen Wandstärken und -tiefen. Die Hauptmerkmale der Produkte sind: Die Seite, die mit dem Formhohlraum in Berührung kommt, hat eine höhere Qualität und feinere Details, wobei sich der dickste Teil an der Oberseite der Patrize und der dünnste Teil am Schnittpunkt von Seite und Unterseite der Form befindet. Dieser Bereich wird als letzter geformt, und die Produkte weisen aufgrund des Abkühlungsprozesses häufig Dehnungsstreifen und Kühlschlieren an den Seiten auf.

2-4
Matrizenformung
The vacuum female mold forming process is shown in Fig. 2-5. The products formed by this method also have fine details and higher quality on the mold-cavity-contacting surface, with the thickest part at the bottom of the cavity and the thinnest at the intersection of the side and bottom. As the cavity depth increases, the thickness at the corners of the product's bottom becomes thinner. Therefore, this method is not suitable for producing very deep products.

2-5
Beim Formen von Patrizen sind die Innenabmessungen des Produkts sehr genau, da sie in direktem Kontakt mit dem Thermoformwerkzeug stehen. Beim Formen von Matrizen hingegen sind die Außenabmessungen präziser, da die Außenfläche in Kontakt mit der Form ist.

1-dickes Teil; 2-dünnes Teil; 3-Innenmaß des fertigen Produkts; 4-Außenmaß
Probleme beim Formen von männlichen Formen
- Bei der Verwendung von Formen mit hohen Eckwinkeln, insbesondere wenn der Abstand zwischen der Form und dem Spannrahmen groß ist, können sich Falten bilden.
- An den Ecken treten häufig Abkühlungsstreifen auf.
- Ungleiche Wandstärke am Flansch.
- Schwierigkeiten bei der Entformung aufgrund einer unzureichenden Neigung der Seitenwände.
- Zwischen dem Einsatz und dem Spannrahmen können sich kleine Lücken bilden.
- Dickere Kanten.
- Gleichmäßige Kantenstärke.
- Dünnere Ecken.
- Weibliche Formen haben im Allgemeinen eine bessere Entformung.
- Weibliche Schimmelpilze sind in der Regel teurer als männliche Schimmelpilze. Die meisten nachteiligen Auswirkungen können jedoch durch geeignete Verarbeitungsmethoden minimiert werden.

1-Kühlspuren; 2-Falten; 3-Dünne Teile; 4-Dicke Teile

1. gleichmäßige Kante; 2. dünne Ecke
4. Grundausstattung für Tiefziehmaschinen
1. klemmende Ausrüstung
Beim Thermoformen wird die Kunststoffplatte mit Hilfe von Spannvorrichtungen fixiert. In Universal- und Verbundwerkstoff-Tiefziehmaschinen werden Spannvorrichtungen verwendet, die verschiedene Plattengrößen aufnehmen können. Diese können entweder rahmenförmig oder blütenförmig sein.
2.Heizungsanlagen
Einer der wichtigsten Prozesse beim Thermoformen ist die Erwärmung der thermoplastischen Platten, bis sie weich und formbar sind. Zu den üblichen Heizgeräten gehören elektrische Heizgeräte, Kristallstrahler und Infrarotstrahler.
3.Vakuumausrüstung
Das Vakuumsystem besteht aus Vakuumpumpen, Speichertanks, Ventilen, Leitungen und Vakuummessgeräten. Beim Thermoformen werden in der Regel spezielle Vakuumpumpen mit einem Vakuumdruck von 0,07-0,09 MPa (520 mmHg) oder höher verwendet.
4.Druckluft-Ausrüstung
Zu den pneumatischen Systemen in Thermoformmaschinen gehören Kompressoren, Speichertanks und Luftzufuhrventile, die Druckluft mit einem Druck von 0,6-0,7 MPa liefern.
5. kühlende Ausrüstung
Um die Produktionseffizienz zu verbessern, werden die Produkte oft gekühlt, bevor sie aus der Form genommen werden. Die Kühlung kann durch interne Kühlschlangen in der Form oder durch externe Luft- oder Wasserkühlung erfolgen.
6.Mold Release Ausrüstung
Die Entformung erfolgt mit mechanischen Mitteln oder durch Anwendung von Luftdruck, um das geformte Produkt von der Formoberfläche zu lösen.
7.Kontrollgeräte
Das Kontrollsystem steuert verschiedene Parameter im Thermoformprozess, einschließlich Vakuum, Temperatur und Druck, durch manuelle, elektromechanische oder computergesteuerte Systeme.
5. Effektiver Umformdruck beim Thermoformen
Die Präzision eines vakuumgeformten Produkts hängt in erster Linie vom effektiven Anpressdruck zwischen dem erwärmten Blech und der Form ab. Der wirksame Anpressdruck setzt sich zusammen aus dem Anpressdruck, der beim Vorstrecken erzeugt wird, und dem Anpressdruck, der durch das Vakuum oder den mechanischen Druck des Stempels entsteht. In anderen Bereichen kommt das Material nicht mit der Form in Berührung, und der effektive Anpressdruck wird durch die Differenz zwischen dem Umformdruck und dem Gegendruck des Materials bestimmt.
Bei der Außenformgebung liegen die typischen Umformdrücke bei 0,2-0,3 MPa (2-3 bar) für große Teile und bis zu 0,7 MPa (7 bar) für kleinere Teile. Beim Vakuumformen sind die Umformdrücke relativ niedrig und hängen hauptsächlich vom atmosphärischen Druck ab.

6. Tiefziehbereich, Schneidbereich und Einspannkanten
Der Bereich innerhalb des Spannrahmens wird als Formbereich bezeichnet. Der Schneidbereich ist der Bereich, in dem die Dehnung während der Formgebung stattfindet. Die Klemmkante muss auf eine Temperatur oberhalb der Glasübergangstemperatur (Tg) des Materials erwärmt werden, wenn die Kante nicht unmittelbar nach dem Formen geschnitten werden soll.

7. Thermoformen Abfallbereich und Abfallverhältnis
Die Verwaltung von Abfallmaterial ist für die Kostenkontrolle entscheidend. Der Abfallbereich umfasst in der Regel den Klemmkantenbereich und das Material, das nach dem Formen übrig bleibt.
Beispiel:
- Ursprüngliche Blattgröße:610 mm x 1200 mm
- Größe des geformten Produkts (nach dem Beschneiden):440 mm x 960 mm
- Berechnung der Abfallquote:4%
Formgebungsbereich und Schneidbereich
- a. Bei der Patrizenformung ist die Formfläche gleich der Schnittfläche.
- b. Beim Vakuum-Patrizenformen wird der Schnittbereich durch die Wirkung des zusätzlichen Schutzelements reduziert.
- c. Beim Formen von Matrizen wird der Bearbeitungsschnittbereich festgelegt.
L - B - Formierungsbereich
L1 - B1 - Schnittbereich
? - Spannende Kante
E - Startpunkt der Streckung bei der Patrizenformung (wo sich die Wandstärke ändert)
Abbildung 2-12: Diagramm des rechteckigen Kastenmaterials (die rechte Seite zeigt das fertige Produkt nach dem Beschneiden)
AB - Oberfläche der Formunterseite
C - Höhe
L1 und L2 - Länge der Formverlängerung bis zur Blechkante
D - Spannende Kante



Abfallmaterial von Blättern
Das Abfallmaterial des Blechs besteht aus dem Klemmkantenbereich und dem nach dem Formen und Strecken des Produkts verbleibenden Material. Das Hauptaugenmerk liegt auf der Berechnung der Menge des nach dem Strecken und Formen des Produkts verbleibenden Randmaterials.
Hinweis: Tiefziehschneidbereich - Der Beschnittbereich des Produkts.
Die Berechnung erfolgt nach folgender Formel:
Formgebung/Formbereich = (610−20×2)(1200−20×2)(430×950+430×200×2+950×200×2)+[(610−20×2)(1200−20×2)−430×950]\frac
= 66120 / 1174720 = 0.056
Abfallbereich = 0.056 × [(610 – 20×2)(1200 – 20×2) – 440×960] + [610×1200 – (610 – 20×2)(1200 – 20×2)] = 142353.2 mm²
Abfallquote = 142353,2 / (610×1200) = 0,194 oder 19,4%
8. Entlüftungslöcher und Nuten beim Tiefziehen
Um eingeschlossene Luft zwischen dem Material und der Form während des Vakuumformens zu entfernen, müssen die Formen mit Entlüftungslöchern oder -nuten ausgestattet sein, damit die Luft entweichen kann.
9. Formverzugswinkel
Der Entformungswinkel ist der Winkel, der für die Seitenwände der Form erforderlich ist, um die einfache Entnahme des geformten Produkts zu erleichtern. Der Entformungswinkel sollte so groß wie möglich sein, um eine Verformung beim Entformen zu verhindern und die Formgebungszeit zu verkürzen.
 X. Vakuumverformungsverhältnis und Streckverhältnis
X. Vakuumverformungsverhältnis und Streckverhältnis