Autoklaven-Technologie: Ein kritisches Glied in der Produktion von Kohlefaserverbundwerkstoffen

Hochwertige Formgebung und geringe Porosität
Der Autoklavprozess nutzt hohen Druck (typischerweise 0,5-1,0 MPa) und hohe Temperaturen (120-200°C), um eine gründliche Harzimprägnierung der Fasern zu gewährleisten und die Porosität auf unter 1-2% zu reduzieren (besser als bei RTM 3-5%). Dadurch werden die mechanischen Eigenschaften erheblich verbessert und Zugfestigkeiten von über 2,5 GPa und Moduli von bis zu 200 GPa erreicht.
Anpassungsfähigkeit an komplexe Geometrien
Durch den Einsatz von Vakuumbeuteln und -formen ermöglicht das Autoklavverfahren das präzise Abformen komplexer gekrümmter Oberflächen und komplizierter Komponenten (z. B. Teile für die Luft- und Raumfahrt) mit einer Maßgenauigkeit von ±0,1 mm und einer Oberflächenrauheit von Ra<1,6 μm, was den hohen Präzisionsanforderungen entspricht.
Konsistenz und Reproduzierbarkeit
Die Prozessparameter (Druck, Temperatur, Aushärtezeit) lassen sich präzise steuern, so dass eine hohe Konsistenz von Charge zu Charge mit Schwankungen der mechanischen Eigenschaften von typischerweise <5% gewährleistet ist. Im Vergleich zum Handlaminieren (mit Leistungsschwankungen von 10-15%) sind Autoklaven für die Großserienproduktion besser geeignet.
Hervorragende Grenzflächenhaftung
Die Hochdruckumgebung verbessert die Faser-Harz-Grenzflächenbindung und erreicht Grenzflächen-Scherfestigkeiten von 60-80 MPa, die deutlich höher sind als bei Umgebungsdruckverfahren (z. B. Vakuuminfusion bei 40-50 MPa), was die interlaminare Scherleistung verbessert.
Vielseitigkeit
Es ist mit verschiedenen Prepreg-Systemen (Epoxid, Bismaleimid usw.) kompatibel und ermöglicht die Herstellung von Hochleistungs-Strukturbauteilen, die in der Luft- und Raumfahrt (z. B. Boeing 787-Rumpf, 50%-Kohlefaser) und in der Automobilindustrie (z. B. BMW i3-Chassis) weit verbreitet sind.
Beschränkungen: Hohe Gerätekosten (in Millionenhöhe), hoher Energieverbrauch (50-100 kWh pro Zyklus) und lange Zykluszeiten (2-6 Stunden). Ihre umfassenden Vorteile sind jedoch bei Hochleistungsanwendungen von Bedeutung.
Kundenspezifisches Toner-Faser-Gießgehäuse









1.1 Prinzip des Verfahrens
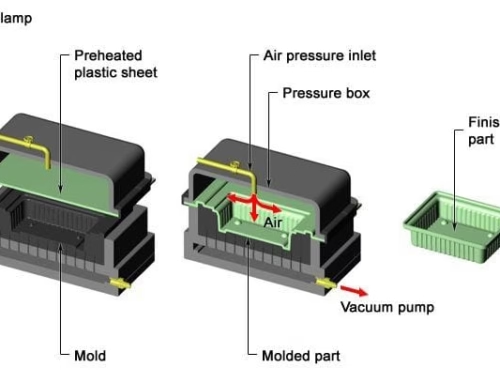
Kohlefaser-Prepregs werden entsprechend der gewünschten Schichtreihenfolge auf eine Form gelegt, in einem Vakuumbeutel versiegelt und in einen Autoklaven gelegt. Unter Vakuumbedingungen durchläuft der Autoklav Prozesse wie Aufheizen, Druckbeaufschlagung, Halten, Abkühlen und Druckentlastung. Durch die gleichzeitige Bereitstellung einer gleichmäßigen Temperatur und eines gleichmäßig verteilten Drucks innerhalb des Autoklaven wird eine Aushärtung erreicht, die die Bildung hochwertiger Oberflächen- und Innenstrukturen, komplexer Formen und großflächiger Kohlefaserverbundbauteile ermöglicht.
1.2 Prozessentwicklung
Das Autoklavverfahren wurde in den 1940er Jahren für die Herstellung von Verbundwerkstoffen der zweiten Generation entwickelt und fand ab den 1960er Jahren breite Anwendung. Seitdem wird es in High-Tech-Bereichen wie Luft- und Raumfahrt, Verbundwerkstoffe, Elektronik, Militär, Verkehr, Sportgeräte und neue Energien umfassend eingesetzt. Es spielt vor allem bei der Herstellung von hautähnlichen Bauteilen eine wichtige Rolle und hat sich zu einem ausgereiften Verfahren entwickelt. Auf die im Autoklavverfahren hergestellten Verbundwerkstoffprodukte entfallen mehr als 50% der gesamten Verbundwerkstoffproduktion und mehr als 80% im Luft- und Raumfahrtsektor. Derzeit wird das Autoklav-Verfahren als eines der wichtigsten Verfahren zur Herstellung von Bauteilen aus Kohlefaserverbundwerkstoffen von vielen Unternehmen eingesetzt. Hersteller von Teilen aus Kohlefaserverbundwerkstoffen.
1.3 Prozessausrüstung
1.3.1 Autoklave
Der Autoklav ist eine spezielle Prozessausrüstung, die für die Formungseigenschaften von Verbundwerkstoffen auf Polymerbasis entwickelt wurde. Er ist die wichtigste Methode zur Herstellung von kontinuierlichen faserverstärkten duroplastischen Verbundwerkstoffkomponenten, die sich für fortschrittliche Verbundwerkstoffstrukturen, Sandwichstrukturen mit Wabenstruktur und geklebte Metall- oder Verbundwerkstoffstrukturen eignen. Er bietet Vorteile wie hohe Präzision bei der Temperatur- und Druckregelung, eine sichere und zuverlässige Struktur, gute Systemstabilität, geringen Energieverbrauch sowie einfache Bedienung und Wartung. Der Autoklav kann modularisiert und in Serie gebaut werden, um den Anforderungen verschiedener Bereiche, Prozesse und Spezifikationen gerecht zu werden.
1.3.2 Komponenten der Ausrüstung
Als System für die Aushärtung von Kohlefaserverbundwerkstoffen ermöglicht der Autoklav eine sequentielle und Echtzeit-Online-Steuerung von Prozessparametern wie Temperatur, Druck, Vakuum, Kühlung und Zirkulation. Die Anlage besteht aus den folgenden Komponenten:
1. Gesamtstruktur: Besteht aus dem Tankkörper, dem Mechanismus der Tankklappe, dem Hochtemperaturmotor und der Isolierschicht der Luftkanäle und bildet einen hochdruck- und hochtemperaturbeständigen Tank.
2. Sicherheitsverriegelung: Mit automatischer Druckverriegelung, manueller Verriegelung und Ultra-Hochdruck-Alarmsystem.
3. Schnellöffnungsvorrichtung der Tür: Verfügt über eine manuell-elektrische Schnellöffnungsklappe, die ein normales Öffnen und Schließen der Tankklappe bei Stromausfällen ermöglicht.
4. Siegelvorrichtung: Die Tankklappe ist mit einer aufblasbaren Silikondichtung versehen, die einem hohen Druck standhält.
5. Drucksystem: Besteht aus einem Kompressor, einem Luftspeicher, einem Druckregelventil, Rohrleitungen, einem Drucktransmitter und einem Manometer und bildet ein Druckförder- und -regelsystem. Der Innendruck kann 1,5-2,5 MPa mit einem Fehler von nicht mehr als 0,05 MPa erreichen und ist mit einer explosionssicheren Vorrichtung ausgestattet.
6. Heizungsanlage: Besteht aus elektrischen Heizrohren aus rostfreiem Stahl, einem Hochtemperaturventilator, Luftkanalplatten, einer Isolierschicht und einem Temperaturkontrollsystem, wobei die Heizleistung den Anforderungen an die Höchsttemperatur und die Heizleistung der Kammer entspricht.
7. Temperatur-Zirkulationssystem: Umfasst ein Umluftgebläse, Luftleitbleche und eine Strömungsleitabdeckung, um die Wärmeleitung und -zirkulation zu beschleunigen und ein gleichmäßiges Temperaturfeld zu erzeugen.
8. Vakuum-System: Besteht aus einer Vakuumpumpe, Rohrleitungen, einem Vakuummeter und einem Vakuumventil, die Vakuumbedingungen für eingekapselte Verbundwerkstoff-Vorformlinge schaffen, mit mehreren Vakuumrohranschlüssen, um die Anforderungen des Formgebungsprozesses zu erfüllen.
9. Automatisches Kontrollsystem: Verwendet ein PLC-Steuerungssystem, um eine hochpräzise Steuerung und Echtzeitaufzeichnung von Prozessparametern wie Druck, Temperatur und Kühlung während des gesamten Prozesses zu erreichen.