Cómo Termoformado al vacío Transformación de la fabricación de plásticos
Introducción al termoformado al vacío: Principios y terminología
Este artículo presenta los principios básicos y la terminología relevante del termoformado al vacío, ayudando a los lectores a entender cómo funciona el proceso de termoformado.
1. Principio de Termoformado al vacío
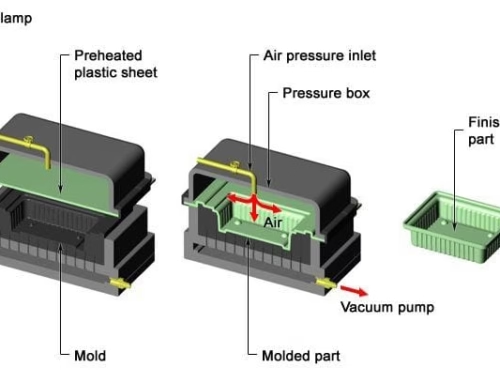
El termoformado al vacío es un proceso de termoformado que utiliza láminas termoplásticas para crear productos de concha abierta. El proceso consiste en cortar las láminas de plástico a un tamaño específico, calentarlas para ablandarlas y, a continuación, utilizar una diferencia de presión o presión mecánica en ambos lados de la lámina para darle forma y hacer que se adhiera a un molde específico. Después, el producto se enfría y se recorta.
Este método de conformado se basa en la fuerza del vacío para estirar y deformar la lámina. La fuerza del vacío es fácil de aplicar, controlar y ajustar, por lo que el moldeo por vacío simple es el método más antiguo y utilizado en termoformado.

2. Moldeado sin vacío
En la Fig. 2-2 se muestra el proceso de conformado sin molde por vacío. La lámina se calienta a la temperatura requerida, se coloca en un anillo de sujeción y, a continuación, se comprime mediante un anillo de prensado. Se abre la válvula de la bomba de vacío para extraer el aire, con el nivel de vacío controlado por un tubo fotoeléctrico. Esto continúa hasta que la lámina alcanza la profundidad de formación deseada. Como el producto no toca ninguna superficie del molde en este método, tiene un acabado de alto brillo sin defectos. Si el plástico es transparente, el producto tendrá una absorción de luz y una transparencia mínimas, lo que lo hace adecuado para piezas como cubiertas de instrumentos y techos solares de aviones.
Sin embargo, la conformación sin molde al vacío sólo puede cambiar el grado de estiramiento y la forma del contorno de la pieza y no es adecuada para formas complejas. Además, a medida que aumenta el estiramiento, disminuye el grosor en el centro de la lámina, por lo que en la producción real, la relación de estiramiento (H/D) debe ser generalmente inferior a 75%.
Se necesitan operarios cualificados para ajustar el nivel de vacío a fin de lograr los contornos y la consistencia dimensional deseados.
3. Moldeo por vacío con moldes macho (convexo) y hembra (cóncavo)
En el termoformado al vacío, el material calentado sólo entra en contacto con un lado del molde. Esto significa que el lado del material que entra en contacto con el molde tendrá el contorno exacto de la superficie del molde. La forma y las dimensiones del lado sin contacto dependen únicamente del grosor del material. El proceso de conformado puede dividirse en conformado de molde macho (convexo) y molde hembra (cóncavo) en función del lado del molde que toque el material.

Dispositivo de formación de vacío sin molde

Distribución del espesor de pared en el moldeo por vacío sin molde
| Molde de formación | Molde macho único | Molde de mujer soltera | Conformado asistido por émbolo |
|---|---|---|---|
| Ratio de estiramiento admisible | >0.5 | >1 | >1 |
Tabla - Ratios de estiramiento admisibles para diferentes moldes
Moldeo de machos
En la Fig. 2-4 se ilustra el proceso de conformación del molde macho al vacío. Este método es ventajoso para fabricar productos con paredes de gran espesor y profundidad. Las principales características de los productos son: el lado en contacto con la cavidad del molde tiene mayor calidad y detalles más finos, con la parte más gruesa en la parte superior del molde macho y la parte más fina en la intersección del lado y la parte inferior del molde. Esta zona es la última en formarse, y los productos suelen presentar estrías y rayas de enfriamiento en los laterales debido al proceso de enfriamiento.

2-4
Moldeado de hembras
The vacuum female mold forming process is shown in Fig. 2-5. The products formed by this method also have fine details and higher quality on the mold-cavity-contacting surface, with the thickest part at the bottom of the cavity and the thinnest at the intersection of the side and bottom. As the cavity depth increases, the thickness at the corners of the product's bottom becomes thinner. Therefore, this method is not suitable for producing very deep products.

2-5
En el caso del moldeo de machos, las dimensiones interiores del producto son muy precisas, ya que están en contacto directo con la herramienta de termoformado. En cambio, para el moldeo de hembras, las dimensiones exteriores son más precisas, ya que la superficie exterior está en contacto con el molde.

1-Parte gruesa; 2-Parte fina; 3-Tamaño interior del producto acabado; 4-Tamaño exterior
Problemas con el moldeo de machos
- Cuando se utilizan moldes con ángulos de esquina elevados, especialmente cuando la distancia entre el molde y el marco de sujeción es grande, pueden formarse arrugas.
- A menudo aparecen rayas de enfriamiento en las esquinas.
- Espesor de pared desigual en la brida.
- Dificultad en el desmoldeo debido a una pendiente lateral insuficiente.
- Pueden formarse pequeños huecos entre el inserto y el marco de sujeción.
- Bordes más gruesos.
- Grosor uniforme de los bordes.
- Esquinas más finas.
- Los moldes femeninos suelen tener mejor desmoldeo.
- Los moldes femeninos suelen ser más caros que los masculinos. Sin embargo, la mayoría de los efectos adversos pueden minimizarse utilizando los métodos de procesamiento adecuados.

1-Marcas de enfriamiento; 2-Arrugas; 3-Partes finas; 4-Partes gruesas

1.Borde uniforme; 2.Esquina fina
4. Equipo básico para máquinas de termoformado
1.Equipo de sujeción
Durante el termoformado, la lámina de plástico se fija mediante dispositivos de sujeción. En las máquinas de termoformado de uso general y de materiales compuestos, se utilizan dispositivos de sujeción que se adaptan a distintos tamaños de lámina. Pueden ser de tipo marco o de tipo pétalo.
2.Equipos de calefacción
Uno de los principales procesos del termoconformado consiste en calentar las láminas termoplásticas hasta conseguir un estado blando y moldeable. Los equipos de calentamiento más comunes son los calentadores eléctricos, los radiadores de cristal y los calentadores de infrarrojos.
3.Equipos de vacío
El sistema de vacío consta de bombas de vacío, depósitos de almacenamiento, válvulas, tuberías y vacuómetros. El termoformado suele utilizar bombas de vacío específicas, con una presión de vacío de 0,07-0,09 MPa (520 mmHg) o superior.
4.Equipos de aire comprimido
Los sistemas neumáticos de las máquinas de termoformado incluyen compresores, tanques de almacenamiento y válvulas de suministro de aire, que proporcionan aire comprimido a 0,6-0,7 MPa.
5.Equipo de refrigeración
Para mejorar la eficacia de la producción, los productos suelen enfriarse antes de salir del molde. La refrigeración puede realizarse mediante serpentines de refrigeración internos en el molde o refrigeración externa por aire o agua.
6.Equipo de desmoldeo
El desmoldeo se realiza por medios mecánicos o mediante la aplicación de aire a presión para desprender el producto formado de la superficie del molde.
7.Equipos de control
El sistema de control gestiona diversos parámetros del proceso de termoformado, como los niveles de vacío, la temperatura y la presión, mediante sistemas manuales, electromecánicos o controlados por ordenador.
5. Presión efectiva de conformado en termoformado
La precisión de un producto conformado al vacío depende principalmente de la presión de contacto efectiva entre la lámina calentada y el molde. La presión de conformado efectiva combina la presión de contacto generada durante el estirado previo y la presión de conformado creada por el vacío o la presión mecánica del émbolo. En otras regiones, el material no entra en contacto con el molde, y la presión de contacto efectiva viene determinada por la diferencia entre la presión de conformado y la presión inversa del material.
Para la conformación en molde macho, las presiones de conformación típicas son de 0,2-0,3 MPa (2-3 bar) para piezas grandes, y de hasta 0,7 MPa (7 bar) para piezas más pequeñas. En el moldeo por vacío, las presiones de moldeo son relativamente bajas y dependen principalmente de la presión atmosférica.

6. Área de termoformado, área de corte y bordes de sujeción
La zona dentro del marco de sujeción se denomina zona de conformado. La zona de corte se refiere al área donde se produce el estiramiento durante el moldeo. El borde de sujeción debe calentarse por encima de la temperatura de transición vítrea (Tg) del material si no se va a cortar inmediatamente después del moldeo.

7. Área de residuos de termoformado y proporción de residuos
La gestión del material de desecho es fundamental para controlar los costes. La zona de residuos suele incluir la zona del borde de sujeción y el material sobrante tras el conformado.
Por ejemplo:
- Tamaño inicial de la hoja:610 mm x 1200 mm
- Tamaño del producto formado (después del recorte):440 mm x 960 mm
- Cálculo de la proporción de residuos:4%
Zona de formado y zona de corte
- a. Para la conformación de moldes macho, el área de conformación es igual al área de corte.
- b. En el moldeo de machos al vacío, el área de corte se reduce debido al efecto del elemento protector adicional.
- c. En la conformación de moldes hembra, se especifica el área de corte de procesamiento.
L - B - Área de formación
L1 - B1 - Área de corte
? - Borde de sujeción
E - Punto de inicio del estiramiento en el moldeo de machos (donde cambia el grosor de la pared)
Figura 2-12: Diagrama del producto de material de caja rectangular (el lado derecho muestra el producto acabado después del recorte)
AB - Superficie del fondo del molde
C - Altura
L1 y L2 - Longitud de la extensión del molde hasta el borde de la chapa
D - Borde de sujeción



Residuos de hojas
El material sobrante de la chapa está formado por la zona del borde de sujeción y el material sobrante después de formar y estirar el producto. El objetivo principal es calcular la cantidad de material de borde que queda después de estirar y conformar el producto.
Nota: Zona de corte por deformación al vacío - La zona de recorte del producto.
Cálculo basado en la siguiente fórmula:
Área de formado/moldeado = (610−20×2)(1200−20×2)(430×950+430×200×2+950×200×2)+[(610−20×2)(1200−20×2)−430×950]\frac
= 66120 / 1174720 = 0.056
Área de residuos = 0.056 × [(610 – 20×2)(1200 – 20×2) – 440×960] + [610×1200 – (610 – 20×2)(1200 – 20×2)] = 142353.2 mm²
Ratio de residuos = 142353,2 / (610×1200) = 0,194 o 19,4%
8. Orificios y ranuras de ventilación en el termoformado
Para eliminar el aire atrapado entre el material y el molde durante la formación del vacío, los moldes deben diseñarse con orificios o ranuras de ventilación que permitan la salida del aire.
9. Ángulo de desmoldeo
El ángulo de desmoldeo es el ángulo necesario para que las paredes laterales del molde faciliten la extracción del producto formado. El ángulo de desmoldeo debe ser lo mayor posible para evitar la deformación durante el desmoldeo y reducir el tiempo de formación.
 X. Ratio de formación de vacío y ratio de estiramiento
X. Ratio de formación de vacío y ratio de estiramiento