Come Termoformatura sotto vuoto Trasforma la produzione di plastica
Introduzione alla termoformatura sottovuoto: Principi e terminologia
Questo articolo introduce i principi di base e la terminologia rilevante della termoformatura sottovuoto, aiutando i lettori a capire come funziona il processo di termoformatura.
1. Principio di Termoformatura sotto vuoto
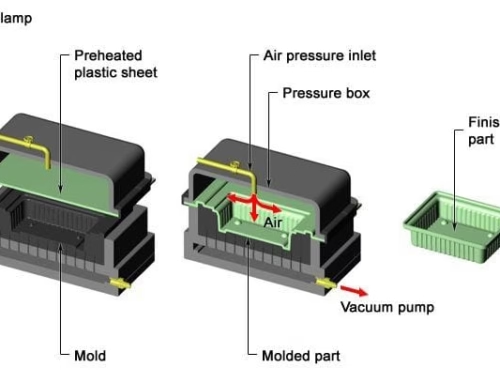
La termoformatura sottovuoto è un processo di formatura a caldo che utilizza lastre termoplastiche per creare prodotti a guscio aperto. Il processo prevede il taglio dei fogli di plastica in una dimensione specifica, il riscaldamento per ammorbidirli e quindi l'utilizzo di una differenza di pressione o di una pressione meccanica su entrambi i lati del foglio per modellarlo e farlo aderire a uno stampo specifico. Successivamente, il prodotto viene raffreddato e rifilato.
Questo metodo di formatura si basa sulla forza del vuoto per allungare e deformare la lastra. La forza del vuoto è facile da implementare, controllare e regolare, rendendo la formatura sottovuoto semplice il metodo più antico e più utilizzato nella termoformatura.

2. Formatura sottovuoto senza stampo
Il processo di formatura sottovuoto senza stampo è illustrato nella Fig. 2-2. La lastra viene riscaldata alla temperatura desiderata, posizionata su un anello di bloccaggio e quindi compressa da un anello di pressatura. La valvola della pompa del vuoto viene aperta per estrarre l'aria e il livello di vuoto viene controllato da una fotocellula. L'operazione continua finché la lastra non raggiunge la profondità di formazione desiderata. Poiché in questo metodo il prodotto non tocca alcuna superficie dello stampo, ha una finitura lucida e priva di difetti. Se la plastica è trasparente, il prodotto avrà un assorbimento di luce e una trasparenza minimi, il che lo rende adatto a parti come le coperture degli strumenti e i tettucci apribili degli aerei.
Tuttavia, la formatura sotto vuoto senza stampo può modificare solo l'estensione dell'allungamento e la forma del contorno del pezzo e non è adatta a forme complesse. Inoltre, con l'aumento dell'allungamento, lo spessore al centro della lastra diminuisce, per cui nella produzione reale il rapporto di allungamento (H/D) dovrebbe essere generalmente inferiore a 75%.
Gli operatori qualificati devono regolare il livello di vuoto per ottenere i contorni e la coerenza dimensionale desiderati.
3. Formatura sottovuoto con stampi maschi (convessi) e femmine (concavi)
Nella termoformatura sottovuoto, il materiale riscaldato entra in contatto solo con un lato dello stampo. Ciò significa che il lato del materiale che tocca lo stampo avrà l'esatto contorno della superficie dello stampo. La forma e le dimensioni del lato non a contatto dipendono esclusivamente dallo spessore del materiale. Il processo di formatura può essere suddiviso in formatura maschile (convessa) e femminile (concava), a seconda del lato dello stampo che il materiale tocca.

Dispositivo di formatura sottovuoto senza stampo

Distribuzione dello spessore della parete nella formatura sotto vuoto senza stampo
| Stampo di formatura | Stampo maschio singolo | Stampo singolo femminile | Formatura assistita da stantuffo |
|---|---|---|---|
| Rapporto di allungamento consentito | >0.5 | >1 | >1 |
Tabella - Rapporti di allungamento consentiti per diversi stampi
Formatura di stampi maschili
Il processo di formatura di stampi maschi sottovuoto è illustrato nella Fig. 2-4. Questo metodo è vantaggioso per la produzione di prodotti con pareti di grande spessore e profondità. Le caratteristiche principali dei prodotti sono: il lato a contatto con la cavità dello stampo ha una qualità superiore e dettagli più fini, con la parte più spessa nella parte superiore dello stampo maschio e la parte più sottile all'intersezione tra il lato e il fondo dello stampo. Questa zona è l'ultima a formarsi e i prodotti presentano spesso smagliature e striature sui lati a causa del processo di raffreddamento.

2-4
Formatura di stampi femminili
The vacuum female mold forming process is shown in Fig. 2-5. The products formed by this method also have fine details and higher quality on the mold-cavity-contacting surface, with the thickest part at the bottom of the cavity and the thinnest at the intersection of the side and bottom. As the cavity depth increases, the thickness at the corners of the product's bottom becomes thinner. Therefore, this method is not suitable for producing very deep products.

2-5
Per la formatura di stampi maschili, le dimensioni interne del prodotto sono molto precise, in quanto sono a diretto contatto con l'utensile di termoformatura. Per la formatura femminile, invece, le dimensioni esterne sono più precise, poiché la superficie esterna è a contatto con lo stampo.

1-Parte spessa; 2-Parte sottile; 3-Dimensione interna del prodotto finito; 4-Dimensione esterna
Problemi di formazione dello stampo maschio
- Quando si utilizzano stampi con angoli elevati, soprattutto se la distanza tra lo stampo e il telaio di bloccaggio è grande, si possono formare delle grinze.
- Agli angoli compaiono spesso delle striature di raffreddamento.
- Spessore della parete non uniforme in corrispondenza della flangia.
- Difficoltà nel rilascio dello stampo a causa dell'insufficiente inclinazione della parete laterale.
- Tra l'inserto e il telaio di bloccaggio possono formarsi piccoli spazi vuoti.
- Bordi più spessi.
- Spessore uniforme dei bordi.
- Angoli più sottili.
- Gli stampi femminili hanno generalmente un migliore rilascio dello stampo.
- Gli stampi femminili sono in genere più costosi di quelli maschili. Tuttavia, la maggior parte degli effetti negativi può essere minimizzata utilizzando metodi di lavorazione appropriati.

1-Segni di raffreddamento; 2-Rughe; 3-Parti sottili; 4-Parti spesse

1-Bordo uniforme; 2. Angolo sottile
4. Attrezzature di base per macchine termoformatrici
1.Attrezzatura di serraggio
Durante la termoformatura, la lastra di plastica viene fissata in posizione mediante dispositivi di serraggio. Nelle macchine di termoformatura generiche e composite, vengono utilizzati dispositivi di serraggio in grado di adattarsi a lastre di diverse dimensioni. Possono essere di tipo a telaio o a petali.
2.Apparecchiature di riscaldamento
Uno dei processi principali della termoformatura è il riscaldamento delle lastre termoplastiche fino a renderle morbide e modellabili. Le apparecchiature di riscaldamento più comuni includono riscaldatori elettrici, radiatori a cristallo e riscaldatori a infrarossi.
3.Apparecchiature per il vuoto
Il sistema del vuoto è costituito da pompe per il vuoto, serbatoi di stoccaggio, valvole, tubi e manometri per il vuoto. La termoformatura utilizza in genere pompe per vuoto dedicate, con una pressione del vuoto di 0,07-0,09 MPa (520 mmHg) o superiore.
4.Apparecchiature per aria compressa
I sistemi pneumatici delle termoformatrici comprendono compressori, serbatoi di stoccaggio e valvole di alimentazione dell'aria, che forniscono aria compressa a 0,6-0,7 MPa.
5.Apparecchiature di raffreddamento
Per migliorare l'efficienza della produzione, i prodotti vengono spesso raffreddati prima di uscire dallo stampo. Il raffreddamento può avvenire mediante serpentine interne allo stampo o mediante raffreddamento esterno ad aria o ad acqua.
6.Stampo Attrezzatura di rilascio
Il distacco dallo stampo avviene con mezzi meccanici o con l'applicazione di aria compressa per staccare il prodotto formato dalla superficie dello stampo.
7.Apparecchiature di controllo
Il sistema di controllo gestisce vari parametri del processo di termoformatura, tra cui i livelli di vuoto, la temperatura e la pressione, attraverso sistemi manuali, elettrici-meccanici o controllati da computer.
5. La pressione di formatura effettiva nella termoformatura
La precisione di un prodotto formato sottovuoto dipende principalmente dalla pressione effettiva di contatto tra la lastra riscaldata e lo stampo. La pressione di formatura effettiva combina la pressione di contatto generata durante il prestiramento e la pressione di formatura creata dal vuoto o dalla pressione meccanica dello stantuffo. In altre regioni, il materiale non entra in contatto con lo stampo e la pressione di contatto effettiva è determinata dalla differenza tra la pressione di formatura e la pressione inversa del materiale.
Per la formatura con stampo maschio, le pressioni di formatura tipiche sono di 0,2-0,3 MPa (2-3 bar) per i pezzi di grandi dimensioni e fino a 0,7 MPa (7 bar) per i pezzi più piccoli. Per la formatura sotto vuoto, le pressioni di formatura sono relativamente basse e dipendono principalmente dalla pressione atmosferica.

6. Area di termoformatura, area di taglio e bordi di fissaggio
L'area all'interno del telaio di bloccaggio viene definita area di formatura. L'area di taglio si riferisce all'area in cui si verifica l'allungamento durante la formatura. Il bordo di bloccaggio deve essere riscaldato a una temperatura superiore alla temperatura di transizione vetrosa (Tg) del materiale se il bordo non deve essere tagliato subito dopo la formatura.

7. Area di scarto e rapporto di scarto della termoformatura
La gestione del materiale di scarto è fondamentale per il controllo dei costi. L'area di scarto comprende tipicamente l'area del bordo di bloccaggio e il materiale avanzato dopo la formatura.
Esempio:
- Dimensione iniziale del foglio:610 mm x 1200 mm
- Dimensioni del prodotto formato (dopo la rifilatura):440 mm x 960 mm
- Calcolo del rapporto di scarto:4%
Area di formatura e area di taglio
- a. Per la formatura di stampi maschi, l'area di formatura è uguale all'area di taglio.
- b. Nella formatura di stampi maschi sotto vuoto, l'area di taglio si riduce per effetto dell'elemento protettivo aggiuntivo.
- c. Nella formatura di stampi femmina, viene specificata l'area di taglio di lavorazione.
L - B - Area di formazione
L1 - B1 - Area di taglio
? - Bordo di serraggio
E - Punto di inizio dello stiramento nella formatura dello stampo maschio (dove cambia lo spessore della parete)
Figura 2-12: Diagramma del prodotto materiale scatola rettangolare (il lato destro mostra il prodotto finito dopo la rifilatura)
AB - Superficie del fondo dello stampo
C - Altezza
L1 e L2 - Lunghezza dell'estensione dello stampo al bordo della lastra
D - Bordo di serraggio



Materiale di scarto delle lastre
Il materiale di scarto della lastra è costituito dall'area del bordo di serraggio e dal materiale residuo dopo la formatura e la stiratura del prodotto. L'obiettivo principale è quello di calcolare la quantità di materiale del bordo rimanente dopo la stiratura e la formatura del prodotto.
Nota: Area di taglio della formatura sottovuoto - L'area di taglio del prodotto.
Calcolo basato sulla seguente formula:
Area di formatura/stampo = (610−20×2)(1200−20×2)(430×950+430×200×2+950×200×2)+[(610−20×2)(1200−20×2)−430×950]\frac
= 66120 / 1174720 = 0.056
Area rifiuti = 0.056 × [(610 – 20×2)(1200 – 20×2) – 440×960] + [610×1200 – (610 – 20×2)(1200 – 20×2)] = 142353.2 mm²
Rapporto rifiuti = 142353,2 / (610×1200) = 0,194 o 19,4%
8. Fori e scanalature di sfiato nella termoformatura
Per rimuovere l'aria intrappolata tra il materiale e lo stampo durante la formatura sottovuoto, gli stampi devono essere progettati con fori di sfiato o scanalature per consentire la fuoriuscita dell'aria.
9. Angolo di sformo dello stampo
L'angolo di sformo dello stampo è l'angolo richiesto per le pareti laterali dello stampo per facilitare la rimozione del prodotto formato. L'angolo di sformo deve essere il più ampio possibile per evitare deformazioni durante il rilascio e ridurre i tempi di formatura.
 X. Rapporto di formatura a vuoto e rapporto di allungamento
X. Rapporto di formatura a vuoto e rapporto di allungamento