Glasvezel vs Dieptrekplastic: Welk proces is geschikt voor uw project?
Glasvezel vs. Dieptrekplastic: Hoe kies je?
De kerncompetentie van Hengtuopu ligt in het ontwerpen, produceren en vervaardigen van op maat gemaakte dikgetrokken kunststofonderdelen.
Zowel thermovormen als glasvezelvormen kunnen gebruikt worden om gelijkaardige onderdelen te maken. Bij het kiezen van het juiste proces voor een specifiek kunststof onderdeel is het echter belangrijk om de voor- en nadelen van beide processen te overwegen. De informatie op deze pagina geeft een algemene leidraad voor de keuze tussen glasvezel en thermovormen.
Thermovormen van kunststof Proces
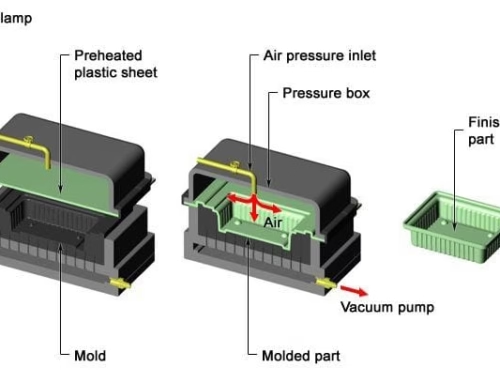
Thermovormen is een plastic productie Een proces waarbij een harde thermoplastische plaat wordt verwarmd en vacuüm en/of druk wordt gebruikt om de plaat in een driedimensionale vorm te gieten. Thermovormen wordt meestal gebruikt voor productievolumes van 250 tot 3000 onderdelen per jaar en biedt lagere matrijskosten, snellere productontwikkelingscycli en onderdelen met kleur- en textuuropties.
Glasvezel spuitgieten (FRP/GRP) Proces
Glasvezel gieten is een proces waarbij hars versterkt met glasvezels in bruikbare vormen wordt gegoten. De hars wordt in meerdere lagen aangebracht om de sterkte te verhogen en de gewenste dikte te bereiken. Dit proces en materiaal zijn het meest geschikt voor het maken van grote structuren met een hoge sterkte, maar het gaat gepaard met hogere matrijskosten en langzamere productietijden.
Het beste productieproces kiezen voor uw kunststof onderdelen
Hengtuopu werkt samen met klanten om ervoor te zorgen dat de technologie, het productieproces en de materialen het meest geschikt zijn voor elke opdracht. Hier volgen enkele richtlijnen en overwegingen voor de keuze tussen thermovormen en glasvezel gieten (FRP/GRP):
Volume
Onderdelen van glasvezel (FRP/GRP) worden vooral gebruikt voor kleine series en prototypeprojecten. Thermovormen daarentegen is kosteneffectiever voor productievolumes van 250 tot 3000 onderdelen per jaar. Voor grote volumes is thermovormen noch glasvezelvormen bijzonder kosteneffectief.
Thermoplastische materialen en naleving door de industrie
Thermoplastische olefinen (TPO) zijn vaak het favoriete alternatief voor glasvezel voor onderdelen. Vergeleken met glasvezel zijn TPO-materialen duurzamer, scheurbestendiger, UV-bestendiger, hebben ze een beter geleidingsvermogen en zijn ze lichter.
Verschillende thermoplastische fabrikanten, zoals Kydex of Spartech, bieden speciale thermoplastische materialen aan die ontworpen zijn voor specifieke industrieën en omgevingen, met verschillende prestatiekenmerken zoals treksterkte, ontvlambaarheid, chemische weerstand, UL-certificering en gewicht. Veel van deze producten voldoen aan industrienormen en brand-, rook- en toxiciteitseisen (FST) voor luchtvaart, openbaar vervoer en medische apparatuur, zoals EN 45545, DIN 5510-2, NF P 92-501 (-504, - 505), NF F 16-101/102, FRA Type I, FRA Type II, ASTM E162, ASTM E662, SMP-800C of BSS 7239.
Neem contact met ons op voor meer informatie over hoe u de ideale thermoplast kunt vinden die voldoet aan de eisen van de industrie en uw projectbehoeften.
Doorlooptijd
Het gietproces van glasvezel is arbeidsintensief en er zijn meestal meerdere gereedschappen nodig om één onderdeel te maken, wat leidt tot lagere productiesnelheden, hogere kosten en langere doorlooptijden in vergelijking met thermogevormde kunststofproductie.
Thermovormen daarentegen is sterk geautomatiseerd en relatief eenvoudig, waardoor minder arbeidskrachten nodig zijn. De meeste toepassingen gebruiken slechts één gereedschap voor elk onderdeel. Daardoor biedt thermovormen meestal kortere doorlooptijden en lagere gereedschap- en arbeidskosten in vergelijking met glasvezelvormen. Vanuit een zuiver procesperspectief is thermovormen voor kleinere productievolumes van 250-3000 onderdelen per jaar over het algemeen sneller en kosteneffectiever dan glasvezelvormen.
Ontwerp, afwerking en branding
Het glasvezelproces kan afwerkingen van hoge kwaliteit produceren, maar de toepassingen zijn beperkt. Diepgetrokken kunststoffen bieden een verscheidenheid aan kleuren en oppervlaktestructuren. Technieken zoals zeefdrukken, dieptrekken en verven na het proces kunnen ook gebruikt worden om het merk en de grafische mogelijkheden van dieptrekonderdelen te verbeteren. De mogelijkheid om precieze toleranties en complexe geometrische ontwerpen te maken is slechts haalbaar voor een beperkt aantal toepassingen gemaakt met glasvezel, waardoor deze toepassingen duur of moeilijk anders te realiseren zijn. Deze voordelen geven ontwerpers meer vrijheid om meer esthetisch verantwoorde en functionele complexe moderne ontwerpen te maken.
Gereedschap
Door de complexiteit en arbeidsintensieve aard van glasvezelproductie, vereisen open-contact spuitgietprocessen meestal meerdere gereedschappen om een onderdeel te maken. Dit verhoogt de gereedschapskosten en de productietijd voor elk onderdeel.
Thermovormen is echter sterk geautomatiseerd, waardoor er minder arbeid nodig is en er voor de meeste toepassingen slechts één gereedschap per onderdeel nodig is. Daardoor zijn de gereedschapskosten lager en is de productiviteit veel hoger dan bij glasvezelvormen.
Gewichtsoverwegingen
Thermogevormde kunststofonderdelen zijn lichter dan onderdelen van glasvezel, waardoor het gewicht van een onderdeel met 30% afneemt. Dit feit wordt verder ondersteund door het vergelijken van de soortelijke massa van grondstofproducten van industriële leveranciers zoals Covestro (voorheen Bayer MaterialScience) of SEKISUI SPI (voorheen KYDEX, LLC).
Vergelijking Thermovormen Plastic vs. FRP Gewicht Diepgetrokken kunststoffen en hun productieproces zijn veilig voor het milieu, omdat de materialen recyclebaar zijn en de meeste thermoplastische grondstoffen geen vluchtige organische stoffen (VOS) bevatten. Het glasvezelproces daarentegen genereert aanzienlijke hoeveelheden schadelijk styreen en is niet recyclebaar.
Samenvattende vergelijkingstabel
| Factor | Thermovormen | Glasvezel Molding (FRP/GRP) |
|---|---|---|
| Productievolume | 250-3000 onderdelen/jaar (kosteneffectief voor dit bereik) | Kleine series, prototypes (minder kosteneffectief bij hogere volumes) |
| Type materiaal | Thermoplastisch (bijv. TPO) | Glasvezelversterkte hars |
| Schimmelkosten | Onder | Hoger |
| Doorlooptijd | Korter (meestal minder dan 10 weken) | Langer |
| Ontwerpflexibiliteit | Hoog (complexe vormen, afwerking op maat) | Beperkt (hogere kosten voor complexe ontwerpen) |
| Gewicht | 30% lichter dan glasvezel | Zwaarder |
| Milieu-impact | Recyclebaar, VOC-vrij | Niet recyclebaar, genereert schadelijk styreen |
| Sterkte | Geschikt voor algemeen gebruik, lichtere onderdelen | Hogere sterkte voor grote structuren |
| Naleving | Industrie-specifieke thermoplastische opties beschikbaar | Geschikt voor sterke, grote constructies |
Deze vergelijkingstabel kan je helpen om een weloverwogen beslissing te nemen op basis van je productiebehoeften, ontwerpdoelen en materiaalvereisten. Neem voor meer advies of een consultatie contact op met Hengtuopu.