熱成形と射出成形:主な違い
プラスチック部品を製造する際、最もよく遭遇する2つの工程がある。 熱成形 および射出成形。
どちらの方法にも独自の利点があり、その選択はコスト、生産時間、最終製品の品質に大きな影響を与えます。包装用の大型部品であれ、電子機器用の小型で複雑な部品であれ、熱成形と射出成形の主な違いを理解することは不可欠です。

プロジェクトに適した製法を選択するには、単にコストだけでなく、選択した製法が部品のデザイン、数量、全体的な目標に完全に合致していることも重要です。
熱成形とは?

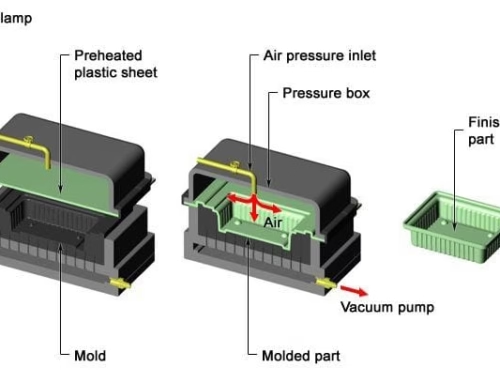
熱成形では、プラスチックシートを柔らかくなるまで加熱し、真空または圧力を使って金型にかぶせる。
これは比較的シンプルで費用対効果の高いプロセスであり、大型部品の製造に最適である。
一般的な用途:
熱成形は次のような用途に適している。 大型部品包装など、 車両ダッシュボードのパネルがある。 自動車 そして 航空宇宙産業.生産サイクルが短い場合やカスタム・プロジェクトに特に有効だ。
射出成形とは?

射出成形では、プラスチックのペレットを溶かし、高圧で細かい3D金型に注入する。
この工程は、公差の厳しい精密で複雑な部品の製造に最適である。
一般的な用途:
大規模生産に使用される射出成形は、次のような産業で一般的である。 メディカル自動車、電子機器などの小型部品や各種機器のプラスチック筐体を製造している。
熱成形と射出成形の比較:簡単な比較

詳細な分析に入る前に、熱成形と射出成形の違いを主要な側面からまとめた簡単な比較表をご覧ください。
この概要は、どのプロセスがあなたのプロジェクトに最適かを示すスナップショットです。
| アスペクト | 熱成形 | 射出成形 |
|---|---|---|
| 生産プロセス | プラスチックシートを加熱し、真空/加圧成形する。 | 溶融プラスチックを高圧で3D金型に射出する |
| 金型コストとリードタイム | より低いコスト、より早い金型製造(4~8週間) | コスト高、金型生産に時間がかかる(10~18週間) |
| 材料 | 様々な色と質感の柔軟なプラスチックシート | 高性能添加剤入り精密プラスチックペレット |
| 体積と部品サイズ | 中・少量の大型部品に最適 | 大量生産、小型、複雑な部品に最適 |
| 完成品と後処理 | トリミング、塗装、コーティングが必要 | 通常、成形後に仕上げるが、後加工を含む場合もある。 |
| コスト効率 | 小ロット生産に適したコスト効率 | 数量が増えれば増えるほど費用対効果が高まる |
| リードタイムとスピード | プロトタイプや小ロット生産に最適 | 大規模な大量生産のための高速化 |
それでは、熱成形と射出成形の製造工程の違いから、それぞれの側面を詳しく探ってみましょう。そうすることで、どちらの方法があなたのプロジェクトのニーズに合致するかをよりよく理解することができるでしょう。
製造工程の比較

1.熱成形
熱成形は片面金型を使用し、プラスチックシートの片面だけが成形されます。この製法は、包装、車両パネル、トレイなど、大きくて単純な部品に最適です。
金型が単純なため、工程はより速く、より安くなるが、細かいディテールや厳しい公差を必要としない部品には最適である。
射出成形
射出成形は、両面金型を使用して、複雑なデザインの非常に詳細な部品を作成します。このプロセスでは、溶融プラスチックを金型に注入し、材料が隅々まで正確に行き届くようにします。
射出成形は大規模生産に適しており、特に電子部品や自動車部品など、小さくて複雑な部品が必要な場合に適している。 医療機器.
2.スピード比較

熱成形は、多くの場合、次のような場合に速くなる。 プロトタイプデザイン または 小ロット生産 なぜなら、金型を作るのも取り付けるのも簡単だからだ。
一方、射出成形は次のような場合に効率が良くなる。 スケーラブル生産ありがとう マルチキャビティ金型 1サイクルで多くの部品を生産できるため、大量注文の生産がスピードアップする。
3.金型コストとリードタイム

熱成形
熱成形の用途 より安価な片面金型 などの素材で作られている。 アルミニウム.これらの金型は、製造がより単純で迅速であるため、次のような結果をもたらす。 金型コストの低減 そして リードタイムの短縮-通常 4~8週間.
このため、熱成形は少量生産や部品がすぐに必要な場合に経済的な選択肢となる。
射出成形
射出成形には 複雑な両面金型 のような耐久性のある素材で作られている。 スチール.このような金型は、製造がより複雑で高価である。 金型コストの上昇 そして より長いリードタイム-通常 10~18週間.
しかし、精度と耐久性が重要な大規模生産には、投資する価値がある。
4.使用材料

熱成形
熱成形の用途 プラスチックシート それよりも 柔軟で成形可能.これによって、幅広い 質感、色、厚みそのため、カスタマイズや美観の多様性を必要とする製品に最適である。
熱成形材料は次のような用途に適している。 大型単純部品極端な耐久性よりも柔軟性が重視される。
射出成形
射出成形の用途 プラスチックペレット材料特性をよりコントロールできる。 添加物 を混合して、強度、耐久性、耐熱性などを高めることができる。
射出成形は、材料組成の柔軟性により、次のような成形に理想的です。 細部にまでこだわった高性能パーツ 厳しい仕様を満たす必要がある。
5.体積と部品サイズ
熱成形
熱成形は次のような用途に最適である。 少量-通常、以下の数 5,000部品.を必要とするプロジェクトに最適だ。 大型部品車のダッシュボードやパッケージのように。
金型が単純なため、熱成形では、より大きな部品を短時間で生産することができます。 初期費用の低減.
この柔軟性により、以下のような用途に最適です。 カスタムデザイン または、大規模な生産は必要ないが、迅速で費用対効果の高い部品が必要なプロジェクト。
射出成形
射出成形は次のような用途に設計されている。 大量生産 を作成するのに非常に効率的である。 小複雑部品.
電子機器、医療機器、自動車など、大量の部品が必要な産業に最適だ。
射出成形は、何千もの部品を素早く生産することができ、生産コストを下げることができます。 部品単価 大量生産と一貫性に最適です。
6.完成品と後処理

熱成形
熱成形された製品は、多くの場合 トリミングと仕上げ 正確な仕様を満たすために。これには以下が含まれる。 ペインティング、スクリーン印刷あるいは コーティング 外観を向上させる。
熱成形は片面金型を使用するため、端のトリミングが必要になることが多く、工程が増える。
これらの治療は美観を向上させるが、同時に、以下のような問題も引き起こす。 コスト そして 時間.
射出成形
射出成形部品は通常、金型から出てきます。 終了後処理はほとんど必要ない。しかし コーティング または 印刷 必要に応じて追加することができる。
射出成形の精度は、多くの場合、部品にそれ以上の加工を必要としないことを意味し、時間と労力を節約するが、追加的な表面処理によって機能性や外観を向上させることができる。
7.コスト比較

熱成形
について 小・中距離走熱成形は、以下の理由によりコスト効率が高い。 金型コストの低減.使用される片面金型は安価であるため、柔軟性は必要だが大量生産ではないプロジェクトに最適である。
各パーツは射出成形よりも高くつくかもしれないが、その分、コスト削減は可能だ。 初期費用の削減 の走行に最適な選択肢となる。 5,000台以下.
射出成形
射出成形がより重要になる 費用対効果 生産量が増えるにつれて
しかし 型費 の方が高いが、これらのコストは全体に分散される。 何千、何百万 部品単価を下げることができる。
大規模なプロジェクトでは、初期投資の高さは大規模生産の効率によってすぐに相殺され、大量生産のための経済的なソリューションとなる。
8.リードタイムと生産速度

熱成形
熱成形はより速い リードタイム にとって 少量生産 そして プロトタイプデザイン.よりシンプルな金型は迅速な部品生産を可能にし、迅速な納期を必要とする企業にとって最適な選択肢となる。
小ロットでスピードが重要な場合、設計から完成部品まで素早く移動できる熱成形が明らかに有利である。
射出成形
金型が完成すると、射出成形は次のような点で非常に速い。 大規模生産.
と マルチキャビティ金型このプロセスでは、1サイクルあたり多くの部品を素早く生産することができる。
段取り時間は長くなりますが、射出成形の利点は次のとおりです。 大量注文 を迅速に生産することができ、大規模プロジェクトの生産時間を大幅に短縮することができる。
プロジェクトに適したプロセスは?

熱成形
熱成形は次のような用途に最適である。 中・少量 走行または部品が より大きい 極端な精度を必要としない。また より速いプロトタイプ なぜなら、金型はより早く、より安く製造できるからだ。
このプロセスは、より多くのものを提供する。 デザインの柔軟性には適している。 カスタムプロジェクト あるいは、途中で調整が必要になるかもしれないプロジェクト。
もしあなたの焦点が スピードとコスト 少量生産には、熱成形が最適かもしれない。
射出成形
プロジェクトに必要な場合 大量生産 または 小複雑部品 と 厳しい公差射出成形が最良の選択である。
を生み出すことに長けている。 高詳細パーツ 大量生産でも安定した品質で
しかし 金型初期費用 金型の精度と耐久性が高いため、次のような用途に最適です。 長期生産.
生産が必要な場合 何千、何百万 正確な仕様と耐久性を備えた部品の
よくある質問熱成形と射出成形の比較
熱成形プロセスの欠点は何ですか?
熱成形プロセスの主な欠点は以下の通りである。 薄肉設計の限界つまり、厚みのある部品や複雑な構造の部品は製造が難しいということだ。さらに、材料 厚みが不均一な場合があるを持つ部品の製造にはあまり適していない。 複雑な幾何学 射出成形のような方法と比較して。
熱成形は射出成形より優れているか?
どちらのプロセスが本質的に優れているということはなく、特定のプロジェクトの要件に依存する。 射出成形 の方が適している。 大量生産 あるいは小さい、 複合部品 と 厳しい公差.その一方で、 熱成形 を生み出すことに長けている。 大型部品 で 中・少量特に より迅速なプロトタイピング または デザインの柔軟性 が必要だ。
射出成形の欠点は何ですか?
射出成形の主な欠点には次のようなものがある。 高い立ち上げコスト各パーツにカスタム金型が必要なため、コスト効率が悪くなる。 小ロット生産.その リードタイム また、金型の製造が複雑なため、より時間がかかる。さらに、金型が出来上がると 設計変更 お金も時間もかかる。
射出成形金型はなぜ高価なのか?
射出成形金型は高価である。 複雑なプロセス 大規模な 計画、専門知識、労力.もっと 複雑なデザイン金型が高価になるほど材料は スチールまたはアルミニウム 金型に使用されるものは高圧に耐えなければならず、これがさらにコストを押し上げる。
結論

要約すると 熱成形 そして 射出成形 は、お客様のプロジェクト要件に応じて独自の利点を提供します。
熱成形 に最適である。 大型部品 そして 中・少量一方 射出成形 が得意である。 大量生産 そして 複雑なデザイン.
あなたのプロジェクトに最適なプロセスを決定する準備ができている場合、 お問い合わせ.
私たちのチームは、お客様の製造ニーズに合った最適なソリューションをご案内いたします!