プラスチック製造における熱成形と射出成形の選択?

はじめに主要製造工程を理解する
プラスチックの製造工程を検討する際、熱成形と射出成形のどちらを選択するかは、しばしばプロジェクトの成功に大きく影響する重要な決断となります。この2つの方法にはそれぞれ異なる利点と限界があり、特定の用途に最も適した選択肢を決定するためには、その主な特徴を理解することが不可欠です。
生産量:熱成形と射出成形の比較
差別化要因の一つは生産量である。熱成形は一般的に、年間推定生産個数(EAU)が100~5,000個という低~中程度の生産量で優れているのに対し、射出成形は一般的に、年間5,000~100,000個またはそれ以上の大量生産で費用対効果が高くなる。この違いは、主に2つの工程間の金型の複雑さとコストの大きな違いによってもたらされる。
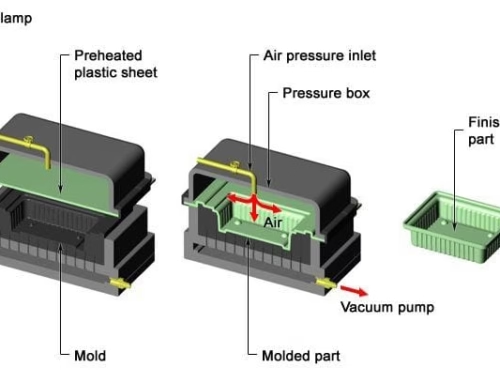
熱成形の利点:コストと柔軟性
熱成形には、部品加工とリードタイムが早いこと(約2~6週間)、複雑な形状や大きな部品サイズでもコストとリードタイムへの影響を最小限に抑えられること、射出成形に比べて金型費用が大幅に低いことなど、いくつかの明確な利点がある。さらに、熱成形部品は射出成形部品よりも内部応力が小さいことが多く、射出成形と同レベルの部品細部を達成することができる。
射出成形の利点:高精度と大量生産
一方、射出成形は、より小さな部品や大量生産に適しています。射出成形は、非常に詳細で一貫した部品の再現性、制御された肉厚、両面部品形状を作成する能力を提供します。しかし、射出成形は、複雑な両面3D金型と、金型製作と生産にかかるリードタイム(通常24週間)の延長により、より大きな設備投資が必要となります。
市場投入までの時間厳しい納期に適したプロセスの選択
市場投入までの時間を重要な要素として考慮する場合、一般的に射出成形よりも金型製作や生産スケジュールが短いため、熱成形の方が有利な場合がある。これは、納期が厳しいプロジェクトや、市場の要求が急速に変化するプロジェクトでは、極めて重要な考慮事項となる。
| 特徴 | 射出成形 | 熱成形 |
|---|---|---|
| 生産量 | 大量生産(5,000~100,000台/年以上) | 低~中(200~5,000台/年) |
| 金型費用 | より高い | より低い |
| 初期費用 | より高い | より低い |
| リードタイム | 長い | ショーター |
| パーツの詳細と一貫性 | 高い複雑性と一貫性に最適 | 中程度の複雑さに適している |
| 代表的なアプリケーション | 小型、高精度、大量生産部品 | 大型、低~中量生産部品 |
正しい選択をする熱成形と射出成形のファクターを比較する
熱成形と射出成形のどちらを選択するかは、明確に決められない場合があることに注意することが重要です。ある製品の形状が、当初は射出成形に適しているように見えても、限られた生産量であれば、熱成形で製造した方がコスト効率が大幅に向上する場合があります。このことは、生産量、部品の複雑さ、リードタイム、金型費用、その他の関連要因など、特定のプロジェクト要件を包括的に分析する必要性を強調している。
各プロセス独自の長所と限界を理解することで、製造専門家はプロジェクトの目的と制約に沿った情報に基づいた決定を下すことができます。経験豊富な製造パートナーとのコラボレーションは、意思決定プロセスをさらに強化し、目下のプロジェクトに最も適したプラスチック製造方法の選択を確実にします。